|
汽车线束在生产之前,首先需要分析线束图纸,提取包含的工序种类及工艺,然后在进行合理的工艺安排,进而制定高效的工艺流程以提高实际生产的效率,经过裁线、压接、预装、导通、组装等工艺才能加工完。下面为大家介绍线束图纸解析的过程。
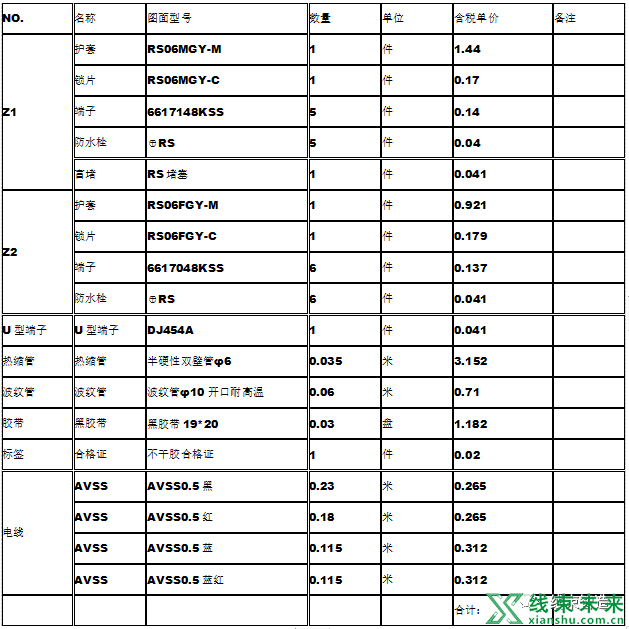
01 报价BOM表
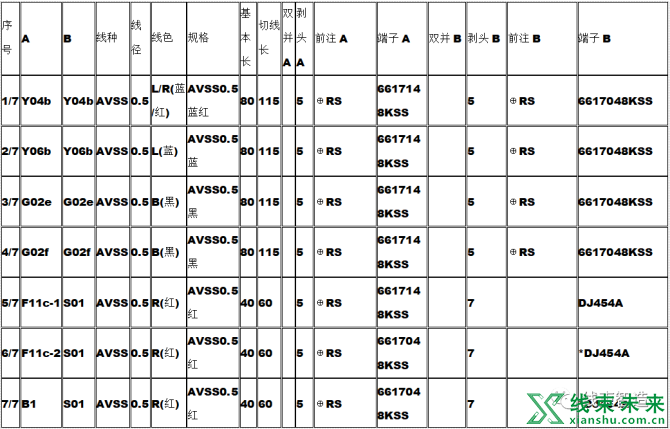
02 回路表
步骤: a. 将成品图上的每一个护套按照从左至右、从上到下的顺序依次编上编号,如成品图中的蓝色编号Z1、 Z2、 Z3等所示;
b. 根据护套编号,将每一个回路的所有信息按上图格式填入表格 ;
c. 计算回路切线长度。
切线长=基本长度+辅助长度+采寸长度
基本长度=同一回路在一个或两个护套根部之间的尺寸之和或者是一护套根部到中脱口的尺寸之和
特别注意: 回路表:单元格必须有内容,如、前注、双并
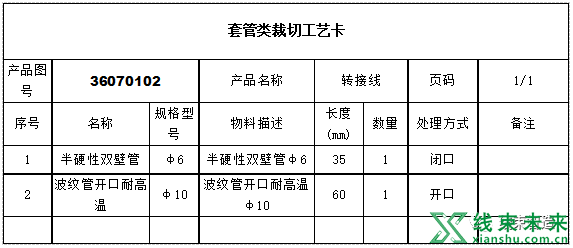
03 套管类工艺卡
说明:
04 配料工艺卡
05 制作接线图
依照上图画87号回路接线图,步骤如下:
(1)画一条两端带有椭圆的直线作为回路87;
(2)在椭圆内填上回路号87;
(3)在直线两端的椭圆前部均标上护套编号和端子型号,如上图中的Z1为护套编号,6604531BSS为端子型号;
(4)画出87回路的接线分支87a,接线方向是和主干上压端子6604531BSS一端保持一致的;
(5)在主干和分支上标上电线的规格,如87回路的主干为线径3.0,长230mm的绿色德标线;
(6)标中脱口的位置尺寸,图中的尺寸115mm;
在中脱口处标上接线口编号(J2)、接线端子型号(DJ454A)和中脱口的包覆物(丁基胶带)
同一个回路上两中脱口之间的距离不小于50mm,不同回路两中脱口之间的距离不小于100mm;
为减少前工程更换模具的辅助时间,尽量使各中脱口处所接电线线径之和相同或相近;
每一个中脱口处所压接的电线最多不超过6根(包含主干);
一般选择线径最粗的电线作为回路主干;
06 制作工装图
依照成品图,从工装板左侧30-50mm正中位置按照1:1的比例开始依次布置主干和分支,为方便工人作业,主干尽量不要转折,分支优先分布在第一和第四象限内;
如果分支不需要做任何的包扎,那么此分支应尽量靠近主干,避免因角度转折造成线短;
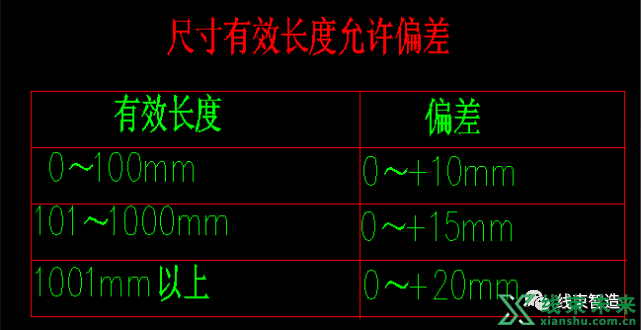
将成品图中尺寸偏差粘贴在工装图中,
将线束的名称、品番号、设计者姓名和完成日期填写在标题栏中;
07 制作预装图
从CAD工装图中复制一份工装图,按照上述方法,确定一组预装图,删掉这组用到的回路和护套,没有在这一组的先留下;
按照上述方法,一组一组地抓,一组一组地删,直到删掉工装图中的所有护套和回路为止,这就表明此品番的预装图制作完毕;
08 结论
分析线束图纸工艺是制定工艺流程的基础,也是进行生产调度的依据。而线束工艺是线束工艺生产中绝大部分数据的来源。
对于一张复杂的线束图纸,由工艺员手工分析,进行工艺工序的判定往往需要一个星期才能完成。
线束图纸的分析在线束加工中是一项基础性关键性的工作。整个工艺流程都是基于工程师对线束图纸的分析。因此提高图纸分析的准确性和效率是非常重要的。
免责声明:如果侵犯了您的权益,请联系站长,我们会及时删除侵权内容,谢谢合作! |