|
1.了解和掌握了 对 B型 (也称为M型) 冷压 的压接 、 对 正多边形压接 、 正多点型压接 (最常见的四点压接)。
这三种压接方式,线束行业中的端子冷压就基本大致掌握完全了。
2.相对于常规低压端子的B型压接, 后两种压接 的使用范围和比例稍微少一点,但在整个行业中的比例依然不少。
三者以其绝对型的使用比例份额占据了行业端子冷压的前三甲。
3.由于该模板是以Excel来模拟完成,因此其管控的内容和标准信息均是 可量化 型的。 4.Excel中使用很多与几何相关的 函数 、 公式 ,以及某些条件判定或者选择的栏位,可以根据自己能力和习惯进行编写。
其中所使用的 Excel技巧 ,就全靠各位自己的实力来体现了。
市场和背景
随着线束产品的发展和迭代更新,传统的端子压接在某些条件下 无法再满足新 的需求。
因此,在当前基础上衍生出了新的压接方式,除了比较生僻的截面压接方式外,常见的主要有以下几种:
端子台的接线端子
1.适合电气领域 2.快速插拔使用,并能固定和保护线端头铜丝 3.正四边形压接、正六边形压接
大平方端子
1.适合高压新能源 2.正六边形压接
航空/重载端子
1.适合大电流和高性能接触需求 2.正四边点压接
熟悉后面两者端子制造工艺的人都知道,这类端子有个比较显著的特征,就是端子一般都是由 铜棒 或者 铜管 采用车削或者加工出来的,而不像常规压低端子一般是使用铜带进行 钣金冲压 折叠形成。
而且这些压接最显著特点就是 纯导体压接 ,因此不需要对绝缘皮上压接进行考量,大大降低了压接难度。
相对B型压接来说,由于其压接后的理论截面是个相对比较简单而又标准的几何图形(正多点压接稍微复杂点),其考量点也少,所以最后的压接外观和管控参数也少很多。
B型压接
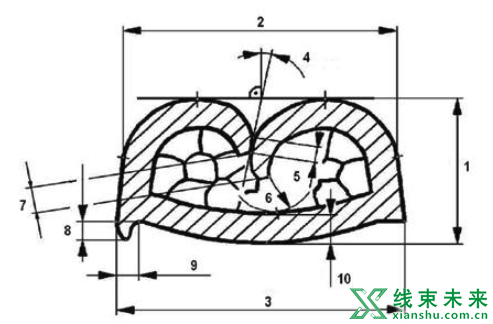
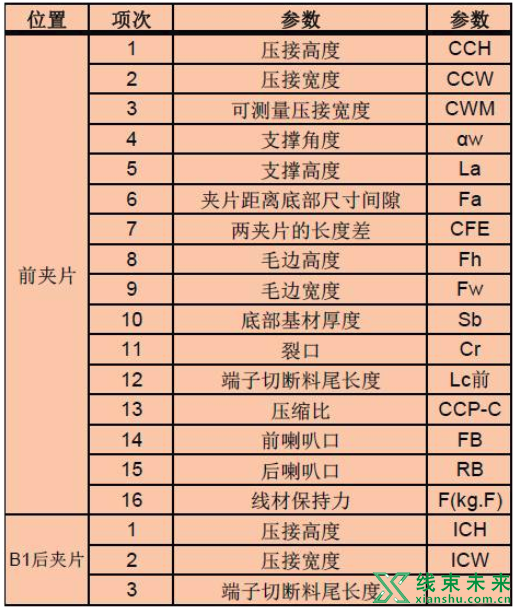
如按照德国大众端子压接标准 VW60330-2013 或者其他行业/车企的压接。
标准来看其前夹片压接所需要管控的参数就有10个,再加上 毛边尺寸 、 端子保持力 、 后夹片压接参数 、 压缩比 等其他一些列可量化管控的因素,因此一个完整的B型压接中管控的可量化参数的数量就达到了20个。
这个结果还是在 端子设计 与 线材 匹配良好的前提下,再由刀片设计、加工、模具、机器稳定性、压力、调机状态、设备保养情况等一系列因素综合因素而形成的结果。
因此这样的压接,其实要求是非常严苛的。虽然市面上做线束的企业不少,做汽车线束的企业也不少,但是实际中,真正能管控住这样压接的企业,凤毛麟角。
( 图 2: B 型压接截面&管控参数表 )
正多边形压接 & 四点压接
根据当前的整理,其管控的参数数量总共也就10个左右。而且由于其夹片是本身就是封闭的特征,因此基本不需要担心夹片和线缆不匹配的情况:
只要 线缆能 穿入,就不怕包不住,只需要担心线太小压不牢。
而B型压接中,即使 物料匹配 ,如刀片未开好或机器未调试合格,也会有此情况:
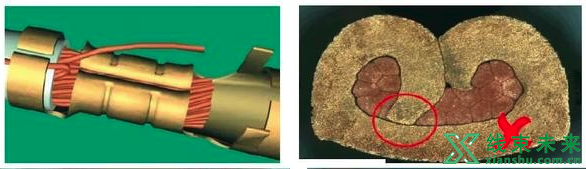
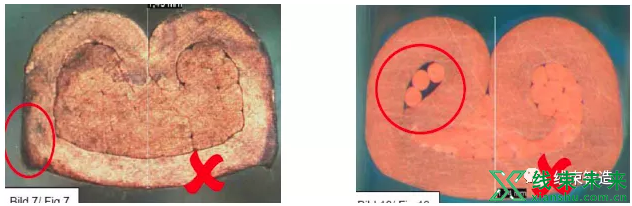
要么铜丝太多,夹片无法包住,要么铜丝太少,夹片夹不住它们,或者夹片插入到底部,影响端子强度和线缆压接等外观与功能诸多不良。
( 图 1: B 型压接截面夹片压接不良图片 )
图1就是诸多因为 夹片收缩不好 ,而导致的各种压接不良。这样的情况在正多边形压接和四点压接中就不会有这样的情况发生;而这也是B型压接技术和难点所在。
压接的特点 & 优势
1.正多边形压接和四点压接是属于 整体 / 局部 收缩压接,因此压接后的尺寸小于端子本身外围尺寸。
或者因为本身使用特性的原因(如线鼻子就直接连接螺栓等连接件, 不需要 装连接器),因此基本不需要考察压接后与连接器端子孔的 匹配干涉 。 2.本身不需要压接线缆绝缘皮,也不需要 组装防水塞 之类的附件,因此在这方面的压接考量就省略了。 3.因为端子本身的夹片就是封闭型,且没有对压接后的夹片的各种 尺寸位置关系 要求,因此降低了难度。
4.理论的压接截面是个标准的简单轴对称集合图形,对于计算更简单。
免责声明:如果侵犯了您的权益,请联系站长,我们会及时删除侵权内容,谢谢合作! |