|
PART2. 超声波焊接
01
检查设备
02
工艺
①超声波焊接和热缩套管在同一工位上由 同一 操作工进行; ②任何不良焊接都不允许返工,不允许用其他工具 捻接 ; ③操作工需要戴手套以 防止 超声波焊接被污染。
03
符合性
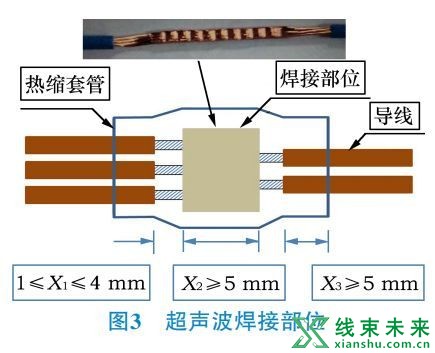
②两端对齐焊接和单侧耳式焊接的尺寸特征需符合技术要求; ③超声波焊接部位呈 矩形 形状,不能有铜丝形成尖角,无连续裂纹,无过烧/熔化的绝缘层,无焊瘤; ④线芯 没有重叠 在导线绝缘层上,导线无弯曲,自熔核处呈直线引出,无散开的线芯,熔焊长度 等于或大于 5 mm。 ( 超声波焊接部位如图3所示 )
PART3. 热缩套管
01
设备
①加热时间、加热温度和冷却时间已定义。
02
工艺
②热缩套管在线束较多的一侧插入,向线束较少的一侧移动(以减少线股回转的风险),并且能够通过 标准操作 或 工装 进行居中定位。
03
符合性
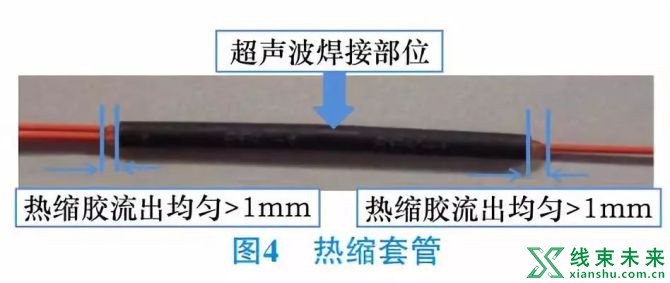
②防水型热缩套管在热缩后需要 流胶均匀 ,距离大于1 mm。 ③热缩后的防水性能用水密性测试设备进行测试,并使用好坏样件进行验证。 (防水型热缩套管如图4所示)
PART4. 绞线
01
设备
②在每批次开始阶段,检查 绞线爪扣 的无侵害性; ③检查确认绞线设备的 轨道 是对齐的,并且 运载器 行驶平滑; ④确认运载器的定位 公差 。
02
符合性
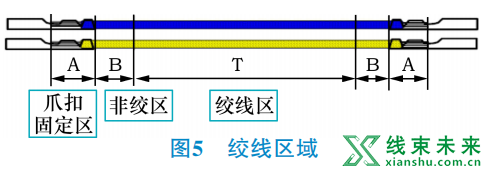
②绞线无圈环。 (绞线区域如图5所示)
PART5. 覆盖物及附件
01
工艺
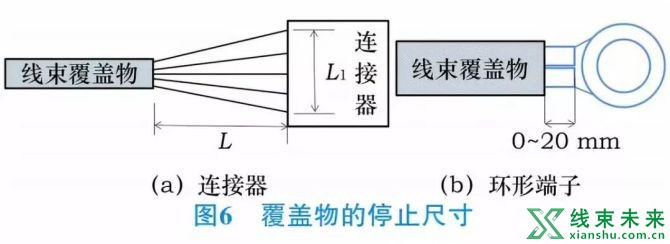
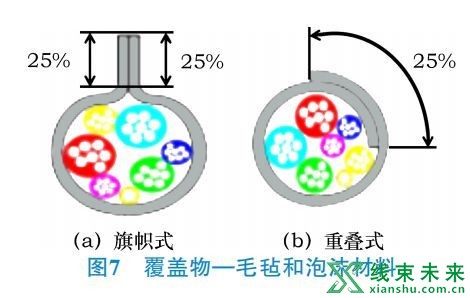
①对于连接器,覆盖物的停止尺寸如图6a所示: L=L1+10 mm L1 为在连接器入口处最外部导线之间的距离 L 为覆盖物与连接器之间的距离 ②应避免支路受力,因其会导致端子拉坏连接器的端子 锁止钩 。 ③对于 环形端子 ,覆盖物的停止尺寸如图 6b所示,从覆盖物到压接翼内侧(环端一侧)的距离为0~20 mm。 ④检查确认环形端子(功能区)上无覆盖物。 毛毡和泡沫材料的覆盖方式一般有2种。 图7a为 旗帜式 ,对黏部分长度为线束圆周的25%,公差为±5%; 图7b为 重叠式 ,重叠部分覆盖线束圆周的25%,公差为±5%。 胶带 在线束中主要起到 捆扎 、 绝缘 、 阻燃 、 降噪 、 耐磨 和 标记 等作用。目前使用的胶带主要有: PVC 胶带 、 棉织带 、 聚酯胶带 、 易撕胶带 (纸胶带) 。 固定卡扣 的作用是约束线束在车身上的走向,以避免与环境件或车身的尖锐部分产生干涉。固定卡扣类似于 标准件 ,其固定界面是标准化的。 车身上的固定界面主要有4种类型: 直径为6.5 mm的 圆孔 6.2 mm×12.2 mm的 椭圆孔 直径为5.0 mm的 螺柱 厚度为 1~3 mm的 钢板 或 塑料板 大部分固定卡扣是通过固定卡扣 自带的扎带 (固定部分与扎带部分一体或分体) 捆扎在线束上,也有固定卡扣是通过 胶带缠绕 固定在线束上;还有一种固定卡扣是通过与 波纹管管径 的配合固定在波纹管上。 车门线束上会使用 密封型 固定卡扣,这种类型的固定卡扣在固定面上增加了海绵泡沫或橡胶垫以 防水 。按照设计规则,要求线束在车身上的布置每隔300 mm要有一个有效的固定。
02
工装
要注意: ① 波纹管等覆盖物的直径尺寸与线束的直径 相符 ; ② 装配波纹管的过程有划伤导线的风险,造成后期使用时击穿绝缘层,应 使用工具安装 波纹管; ③ 胶带需要将波纹管的终端进行 封闭并锁住 ,胶带至少缠绕2圈; ④ 科学管理扎带枪, 定期检查 扎带枪的夹紧力,如果在同一工位上有多把扎带枪,需利用管理方式来避免使用错误的扎带枪。
免责声明:如果侵犯了您的权益,请联系站长,我们会及时删除侵权内容,谢谢合作! |