|
随着工程机械使用者对操作舒适性、节能、安全性要求的提高,工程机械电气系统逐渐向着 汽车电气系统特点 靠拢。 整机电气系统线束设计阶段考虑要充分考虑 线束的布置 ,整机电器件选定后结合车身结构的具体情况对电器件布置进行综合全面的考虑。
电器件布置完成后进行布线设计,因考虑到电器件及线束装配过程中可能存在的问题,产品试制后电器件的安装位置需要相应进行调整,以保证整机电气系统 布局合理 。
整体:走向合理·外观整齐 工程机械线束应沿机架内侧面、梁等车身 固定位置走线 (车架上设计的穿线管或走线槽),避免线束承受挤压力或活动部件摩擦干涉。
主线布置 走向在投影方向上应横平竖直,采用H型的布线结构可减小线束长度。线束布置应与管路及周围零部件的间隙均匀、合理,做到外观整齐。
固定点:布置合理·固定可靠 根据线束在整车上的 实际安装位置 ,为了避免线束由于自重产生低垂、由于震动产生轴向窜动,以及通过车身上锐边位置时进行防护。必须设立合理、足够的固定点对线束进行固定。
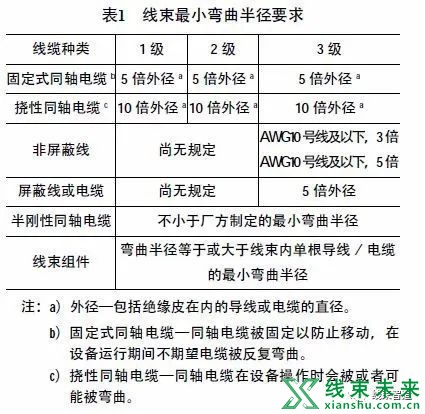
根据线束的走向、车身的具体结构 设置固定点 。线束过弯处弯曲半径(按线束内侧弧线测量)不应过大,参考表1原则布置。
在 没有支点 的直线距离上两固定点间距一般不大于300mm,为防止线束过弯拐点位置造成干涉,拐点位置必须设置固定点,直角拐点需设置2个固定点。
且 固定点位置 应在距拐点100mm 的范围内,钝角拐点在此范围可设置1个固定点,但需保证线束安装后无干涉现象,同时应避免锐角拐点的出现。
在存在支点的干线上 设置固定点 ,固定点距支点应不大于100mm。与其他线束连接的插接件应固定在车体上,且在考虑插接件前不大于100mm 的合适位置设置固定点。
按照线束的尺寸选择固定线夹、并在线束上 标明 线夹固定点。
为规范线束固定位置,指导装配操作,提高装配效率,可采用在线束上预先 缠绕胶带的方法 对固定点进行标示,胶带可选择白色或红色等易识别颜色,以便于装配操作过程中识别。
三维布线阶段 对固定点进行预先标示,装配试制阶段,根据装配可操纵性对线束结构及固定点进行再次优化。
线束避免和周围零部件干涉
01
避免短路
线束固定后 不直接 和车身锐边接触,一是要与锐边、角留有间隙,二是要线束增加保护,避免车身锐边损坏线束外部绝缘层,导致短路事故。
02
避免虚接
安装在 振动部件 (发动机、振动式压路机压轮框架等)上的线束应根据振动部件振幅确定线束的预留长度,避免线束传递振动造成内部接点出现虚接现象,且尽量不要将插接件固定点设置在振动部件上。
03
线束与部件位置
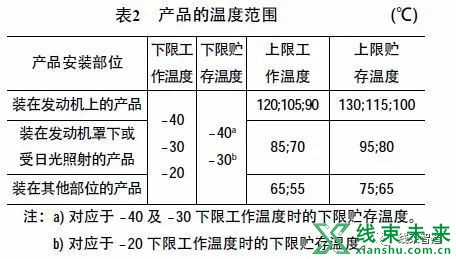
安装于发动机附件 高温区域 的线束考虑线束耐高温特性,线束参考标准QC/T 29106-2004 进行设计(表2)。
发动机线束应布置于发动机 低温侧 ,线束与排气歧管之间的距离应大于50mm,与发动机处温度大于150℃的零部件距离大于50mm。
04
避免火灾
线束 不与 发动机燃油管路使用相同的固定点,尤其是在线束连接部位和油路连接部位,不与燃油管路交叉或接触,应布置于燃油管路的上侧。
避免线路表面破损短路、油料泄漏、蒸发密度等条件均达到一定条件时 引起火灾 。
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |