|
电线的准备
1.绝缘外皮切割不规则
原因: ①刀具磨损 ②外皮切割深度过浅 解决方法: ①更换刀具 ②调整切割深度
2.切断或切伤芯线
原因: ①工具损坏 ②切割深度过深 ③在电线中芯线束未居中
解决: ①更换工具 ②调整切割深度 ③联系电线供应商
3.切割绝缘外皮时,拉出芯线
原因: ①工具磨损 ②外皮切割深度过浅
解决: ①更换刀具 ②调整切割深度
4.剥皮程度偏差太大
原因: ①电线驱动辊/皮带磨损 ②绝缘外皮太硬 ③电线拉直装置太松或太紧
解决: ①更换皮带/驱动辊 ②增加驱动压力/手动工具间距 ③调整电线拉直装置
5.剥皮长度错误 原因: ①设置不正确
解决: ①重新设置工具
喇叭口和切尾长度
1.低拉力
原因: ①喇叭口过度敞开,无切尾 ②喇叭口过度敞开,切尾合适
解决: ①调整轨道位置,解决无切尾问题 ②检查并更换磨损或不正确的冲压磨具
2.切断和切伤芯线 原因: ①无喇叭口,切尾太长
解决: ①调整轨道位置 ②检查端子带的弯曲度
3.切尾太长
原因: ①良好的喇叭口,切尾太长
解决: ①检查磨损的端子切割装置,必要时更换 ②检查磨损的冲压磨具,更换并重新调整轨道
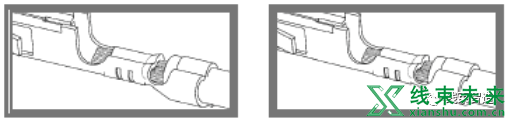
导体刷位置 & 绝缘外皮末端
1.外皮压入芯线框中,导体刷良好
原因: ①剥皮长度太短
解决: ①检查规范,通过调整来延长剥皮长度
2.外皮压入芯线压线框中,导体刷太长
原因: ①台面压接:芯线停止位置不正确 ②线加工:压接机位置不正确
解决: ①调整芯线止档,使其在过渡区间居中 ②调整压接机位置,增加压接机与导线的位置
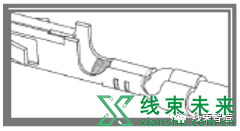
3.外皮压入芯线压线框中,导体刷太短或未露出
原因: ①剥皮长度太短
解决: ①检查规范,通过调整来延长剥皮长度 ②若在台面压接,则请重新调整芯线止挡位置 ③若采用线加工,则请重新调整压接机位置
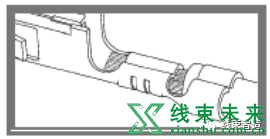
4.外皮末端在过渡区间居中,但导体刷太长
原因: ①剥皮长度太长 ②芯线切割的不规则或某些芯线丝被从芯线束中拉出
解决: ①检查规范,通过调整来缩短剥皮长度 ②若在台面压接,则请重新调整芯线止挡位置 ③ 若采用线加工,则请重新调整压接机位置 ④检查剥皮工具的磨损情况
5.外皮在过渡区间居中,但导体刷太短
原因: ①剥皮长度太短
解决: ①检查规范,通过调整来延长剥皮长度 ②若在台面压接,则请重新调整芯线止挡位置 ③ 若采用线加工,则请重新调整压接机位置
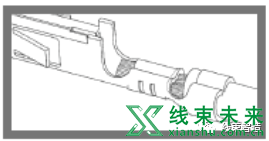
6.外皮末端处于外皮压线框之下,导体刷良好或太长
原因: ①剥皮长度太长
解决: ①检查规范,通过调整来缩短剥皮长度 ②若在台面压接,则请重新调整芯线止挡位置 ③ 若采用线加工,则请重新调整压接机位置
7.外皮末端处于外皮压线框之下,导体刷露出太短或未露出
原因: ①台面压接:导线停止位置不正确 ②压接机:压接机位置不正确 ③检查操作人员防止导线的技能
解决: ①调整导线停止位置使其在过渡区间居中 ②调整压接机位置,延长压接机与导线的距离 ③培训操作人员,降低压接速度
绝缘外皮压接
1.端子仅仅抱住了大直径电线的不到88%
原因: ①端子压接的过松,端子绝缘外皮压接框不够大
解决: ①减低绝缘外皮压接高度 ②评估端子
2.端子仅仅接触到小直径电线的50%
原因: ①端子的绝缘外皮压接框太大
解决: ①评估端子
3.外皮压接框切入外皮接触到芯线
原因: ①压接的过紧
解决: ①调整绝缘外皮压接的高度(*注意)
4.外皮压接框未牢牢箍住外皮,弯曲试验失败
原因: ①压接的太松
解决: ①通过调整来降低绝缘外皮压接高度
注意: ①廉价的手动工具不具备绝缘外皮压接调整功能。 ② 手动工具是用来压接为数不多的端子。 ③ 你无法在手动工具上调整绝缘外皮的压接,不过,在许多压接场合,刺穿绝缘外皮的绝缘外皮压接仍可被视为合格的压接。 ④该标准仅适用于手动工具,因为其压接循环速度慢。 ⑤若绝缘外皮压接刺穿了绝缘外皮,则芯线倾向于朝两边移动,但并未受损。
压接高度
1.压接高度不符合指标
原因: ①更换了电线类型、供应商或芯线股数 ②更换了绝缘外皮色标,即硬度 ③更换了压接工具 ④更换了压接机(闭合高度) ⑤更换了不同类型的压接机(制造商) ⑥更换了端子带卷(批次编号) ⑦更改了模具设置 ⑧工具破损或磨损
解决: ①调整工具以符合指标要求 ②更换工具
2.压接高度偏差太大
原因: ①电线偏差 ②端子偏差 ③工具损坏、松动或磨损 ④测量误差 ⑤端子回弹量过大,压接过度 ⑥切断或切伤芯线丝
解决: ①检查电线 ②检查端子 ③更换或紧固工具 ④分析仪表性能 ⑤调整压接高度 ⑥调整剥皮过程
拉力
线芯压接处钱出现断线现象,抗拉强度低 原因: ①(一部分)芯线被切断或切伤 ②压接高度太低 ③没有或喇叭口太小 ④绝缘外皮压接刺破绝缘外皮
解决: ①检查剥皮过程 ②调整压接高度 ③调整工具轨道 ④增加绝缘外皮压接高度
2.导线从导体压接框中被拽出,抗拉强度低
原因: ①压接高度太高 ②导体刷露出太短或未露出 ③导体压线框的喇叭口太大 ④采用了镀金端子 ⑤端子材料厚度不够 ⑥端子的锯齿过浅
解决: ①调整压接高度 ②增加剥皮长度 ③调整工具轨道 ④评估端子应用 ⑤联系当地销售工程师
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |