|
制定压接规范
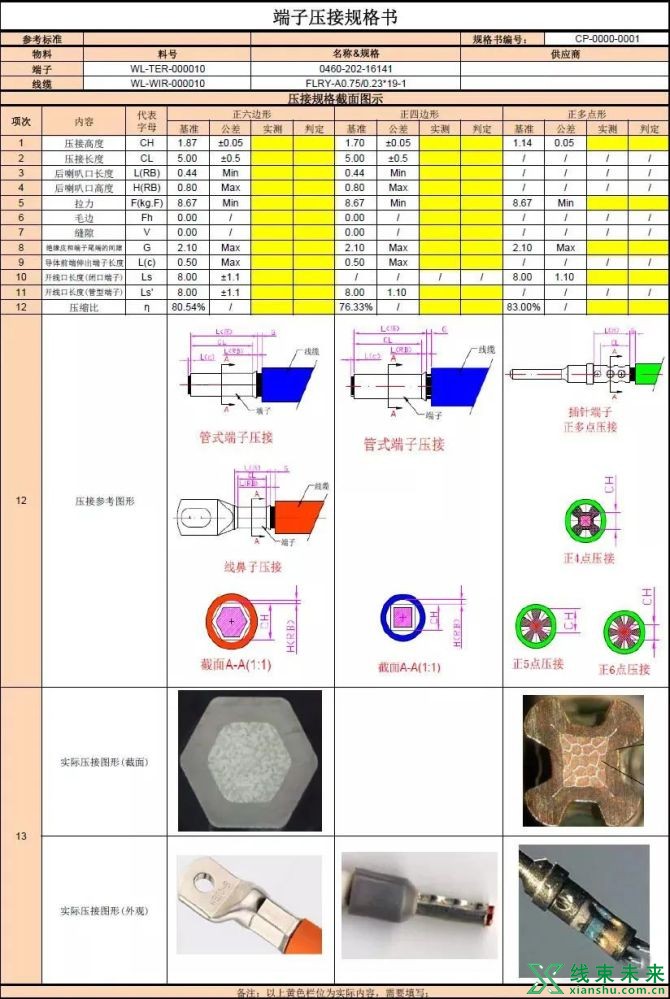
结合 IPC-WHMA-A-620B 和日常外观要求标准,针对不同的压接类型,就能把不同的端子压接工艺标准汇总定下来,这样一份完整的压接规范就能生成了。
具体可以参照以下范本,而其中某些参数要求是参考其他类似标准而修订出来的。
此文中的正五点和六点压接,目前现实中基本是不存在的,只是作为一个同系列的研究课题一同进行 对比研究 。
解决了正四点压接的技术难题,其他同系列也就迎刃而解了。
主要参数说明
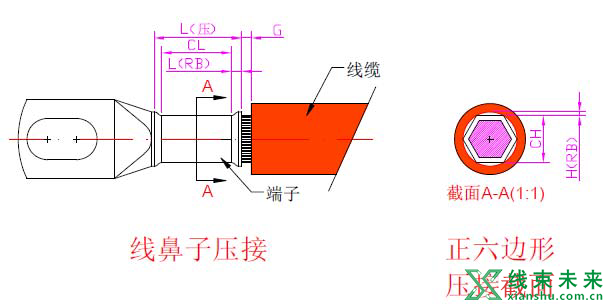
1. 压接高度 CH :最关键的尺寸和特性之一,关系到了端子 压接紧密状态 的一个首要且重要指标。
不同的类型其标注点也不同,具体可以见范本中的图示。
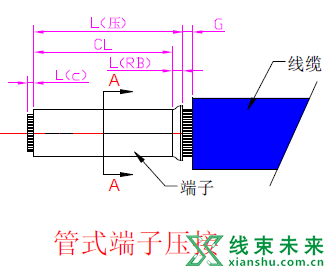
2. 压接长度 CL :这是为了保证端子能很好 压接到位 。
①太长,会无法生成后喇叭口 ②太短,则端子保持力不足
这个参数对于点式压接不适合,其只考虑其压接位置不超过端子的观察孔即可。如图所示。
3. 后喇叭口长度 L(RB) :确保端子尾部与线缆衔接处能 圆滑过渡 ,且在使用时(线缆摆动),线缆铜丝不会被端子口边缘锋利切口磨损。
① 太短 ,则以上保护功能作用降低或者消失 ② 太长 ,则会影响端子压接长度
4. 后喇叭口高度 H(RB) :确保端子压接 深度和变形 足够。
针对电气接线端的管型端子压接,其端头是需要经常插拔使用的,所以考虑到其使用需求,其前喇叭口可以是 不需要 的,此点要求与 B 型端子压接一样。
5. 拉力 F :确保端子与线缆的压接 结合效果 到位,也是个重要指标之一。 (拉力测试仪)
6. 压缩率η :衡量端子压接的另外一个重要指标,从另外方面监控和反映的端子与线缆的压接结合效果。
① 太松 ,端子保持力不足 ② 太紧 ,压接处的电阻过大,会导致电流传输受到影响,温升增加, 为线束系统带来安全隐患和风险
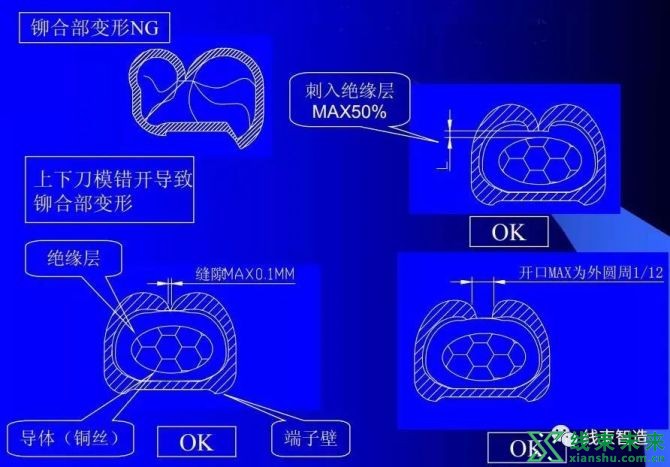
7. 毛边Fh :此类压接出现的几率不大,但是一旦发生,则表示压接 模具或者刀头 已经出现了问题,且已经导致了端子的破损。
① 在使用上,也是有 电气功能 上影响 (电弧/电火花/绝缘耐压等方面负影响) ② 安全上 的隐患 (刺破周围的元器件,破坏系统)
因此,也是不允许有的,所以还是将其定义为管控的要素之一。
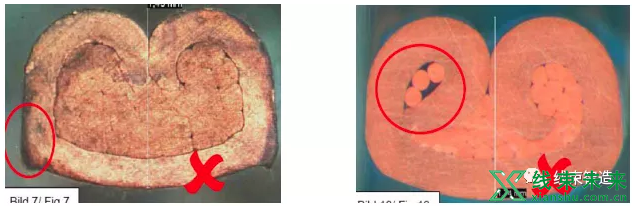
8. 铜丝之间的缝隙 V :这也是压接 紧密程度 的一个表现,压接截面中铜丝之间不能间隙。
此指标可以作为η的补充性参考,也相对比较重要,其不需要用参数来表示和管控,只需要通过截面外观就可以 检查 出。
( 图 1:B 型压接截面夹片压接不良图片 ) ② B 型 压接如果其夹片压接时收口未处理好,即使η足够了,也仍然会有 V(如图 1)
9. 绝缘皮和端子尾端的间隙 G :为确保压接时 没有胶皮 被压到端子中的一个指示。
10. 导体前端伸出端子的长度 Lc :确保线缆导体 开线口长度 足够,不会因为太短,而导致压接长度不足。
11. 线口长度(闭口端子)Ls :针对像高压线鼻子之类的单口端子所需要 开线口的长度 。
12. 开线口长度(管型端子)Ls' :针对像管形端子之类的双口端子所需要 开线口的长度 。此时就需要考虑到 Lc。 通过以上信息,我们其实可以得知:
①上面 主要核心 的参数只有 CH,F,η,V ② 次要参数 :CL,L(RB),H(RB),Fh,G,Lc ③Ls/Ls'只是额外对开线口工艺的要求 辅助 ,因此算不得正式的压接规范内容
所以即使是针对 最全管控压接标准 中管控参数数量也就只是 10 个,而对于正四点压接,其管控的量化参数就更少了。
这也正如前面所说,这类别的压接要求远远低于B 型压接。
总结
通过以上思路和方法逐步掌握压接规范设计与定义,并结合实际中的数据和信息反向校正和检验定义的参数是否合理,并 最终 将标准进行定案:
1.熟悉和分析 压接原理
2.对端子与线缆导体材料的 基本了解 和 识别分析 3.了解压接中各种变量和参数以及压接截面之间 各尺寸之间 的相互关系
4.使用几何原理将截面上各尺寸进行 关联对应
5.根据压接理论 反向求出 压接高度
6.将以上理论使用EXCEL 进行实现,以实现人工计算工作量的最小化,并快速完成模拟运算和参数设变下的 结果模拟演练
7.使用实际数据对理论 进行验证
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |