|
压着作业指导书
01
作业内容
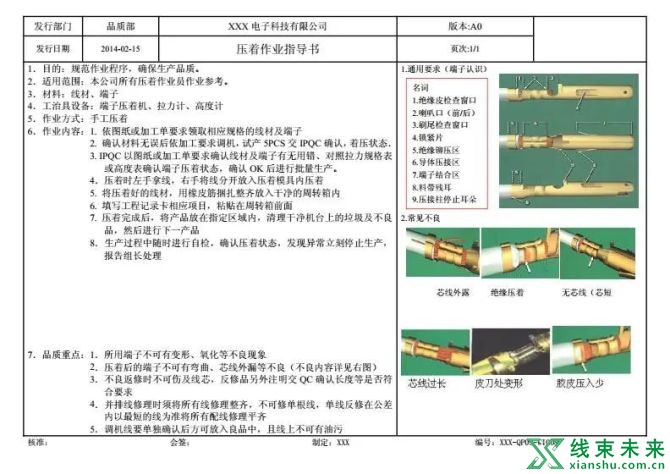
①依图纸或加工单要求领取相应规格的线材和端子。
②确认材料无误后依加工要求调机,试产5PCS交IPQC确认压着状态。 ③IPQC以图纸或加工单要求确认线材及端子有无用错、 对照拉力规格表 或 高度表 确认端子压着状态,确认OK后进行批量生产。 ④压着时左手拿线,右手将线分开放入压着模具内压着。
⑤将压着好的线材,用橡皮筋捆扎整齐放入干净的周转箱内。
⑥填写 工程记录卡 记录相应项目,粘贴在周转箱前面。
⑦压着完成后,将产品放置指定区域内,清理干净机台上的垃圾及不良品,然后进行下一产品。
⑧生产过程中随时进行自检,确认压着状态,发现异常立刻停止生产,报告组长处理。
02
品质重点
a.所用端子不可有变形、氧化等不良现象。 b.压着后的端子不可有弯曲、芯线外漏等不良。 c.不良返修时不可伤及线芯, 返修品 另外注明交QC确认长度等是否符合要求。 d.并排线修理时需将所有线修理整齐,不可修单根线,单线返修在 公差内 以最短的线为准将所有配线修理平齐。 e.调机线要单独确认后方可放入良品中,且线上不可有油污。
排线压接作业指导书
01
作业内容
① 依图纸或加工单要求领取相应规格的线材及物料,并进行确认。 ② 将FC压头与中盖扣好。
③ 将线材按图纸要求方向放入其中,线头与压头对齐。 ④ 将压头放入压接机卡槽内,拉动手柄向下 均力压下 。 ⑤ 取出压好的线材交QC确认OK后开始量产。
⑥ 需要扣反折扣的:依图纸要求扣好反折扣,捆扎整齐放入周转箱内。
⑦ 填写 工程记录卡 贴于箱外交下工站。
02
品质重点
a. 所用物料一定要符合要求。
b . 压头不可有缺针、破损等现象。
c. 线材切口要平齐 没有斜口 。
d. 注意确认线材红边方向及压头第一脚位置。 e. 线头不可超出压头侧面或是压不到位。 f.压头及反扣要 扣到位 。
屏蔽线作业指导书
01
作业内容
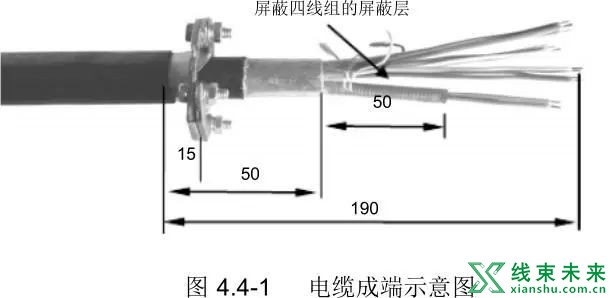
① 依图纸或加工单要求取线材、套管。
② 将线材中屏蔽层与电子线分离。 ③ 将屏蔽层搓好,不可有 搓线过松 及 线头散乱 现象。
④ 将内套管自上向下套至屏蔽层的底部,然后将外套管套好,外套管须同时将电子线及线材外被套住(原则上两边长度相等)。
⑤ 套好的线材摆放整齐用胶圈扎好放入开水中热缩。 ⑥ 将屏蔽线依 图纸要求 长度修剪好放入周转箱内转交下工序。
02
品质重点
a . 内外套管的长度及 内 径要符合要求。 b . 屏蔽线搓线时要均匀光滑。
c. 修剪时不可有 断线芯 现象, 剥皮长度 符合要求。
d. 热缩后,不能有芯线外露,套管破损或热缩不紧现象。
e. 有特殊要求时,依另外标准执行。 f.不能用开水热缩的产品用 热风枪 进行热缩。
包装作业指导书
01
作业内容
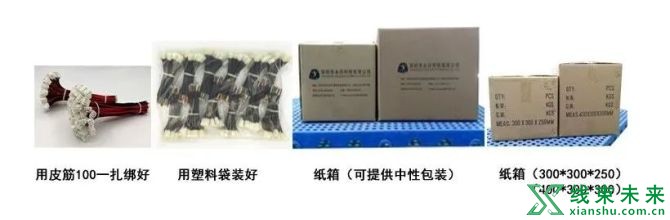
① 依客户采购单及图纸对产品型号进行核对。 ② 用电子秤将产品称数,捆扎整齐,每扎数量及扎线方式依 《包装规范》 为准。
③ 点好数量的线材放入包装袋内,用胶纸或封口机将袋子封好。
④ 填写 合格证 或是 物料标签 贴于包装袋外。 ⑤ 装好的产品放入纸箱内,贴好外箱单,通知QA进行出货检验。
⑥ 检验合格后,将纸箱封好放于 待出货区 。
02
品质重点
a. 包装过程中要 轻拿轻放 ,防止端子变形。
b . 有锡头的产品还应在锡头上包扎一张防护纸,防止氧化、弯曲、损伤。
c. 每扎或每箱数量要准确。
d. 对客户有 特殊要求 的依客户要求包装。
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |