|
目的 指导生产线正确进行焊线作业,保证产品品质、提高产品良率。
使用工具及物料 使用 工具: 电烙铁、热风枪、斜口钳、尖嘴钳、十字螺丝刀、一字螺丝刀、刀片; 物料:电缆线、焊锡、热缩管、2KΩ、1/4W的色环电阻。
作业步骤
01
准备工作
( 1 )核实生产指令单,并参照相应机型的电气原理图,认真核对电缆型号以及所需插头配件。 (2)打开电烙铁电源、开启灯光、排气扇电源。
02
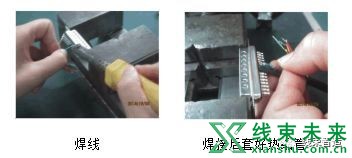
焊线作业
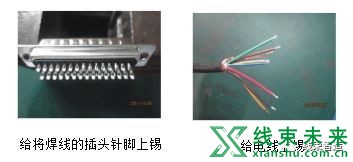
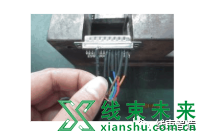
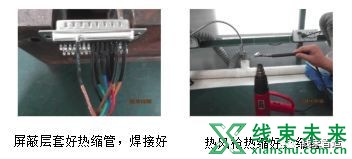
(1)参照相应机型的电器辅料延长线清单表,把所需的电缆线剪到合适长度并且每类线都必须用美工胶纸做标识、分类。 (2)每根电线或者电缆线焊前都必须套上合适大小的热缩管。 (3)电缆线剥线长度大约为40mm左右,有屏蔽层时,把屏蔽层拧成一股。 (4)每根电线剥线长度为2-3mm。 (5)对焊接位置(电线和插头针脚处)提前加锡处理。加锡时,电线或者插头固定好,同时快速、均匀涂上一层焊锡,以保证焊接质量。 (6)焊接前,用锡线洗下烙铁头,防止烙铁头带有焊渣造成短路。 (7)焊接伺服或者步进驱动器IO线时,参照电气原理图,提前把2KΩ、1/4W的色环电阻焊接到相应的线上。 (8)焊接时,固定好插头,一手拿线,一手拿电烙铁,参照电气原理图,把线放到正确的插头针脚上,用电烙铁快速焊接。另外焊点不宜过大,以防短路或者热缩管套不进去。焊完一根线后套好热缩管,防止焊接相邻针脚时造成短路。 (9)焊接完毕后,稍微用力左右扯动电线,防止假焊和虚焊。 (10)当电缆线为屏蔽线时,把屏蔽层拧成一股,用热缩管套好且热缩好并且固定到插头上。所有焊点焊完且自检没问题后,热缩管都套到焊点处,用热风枪热缩好。 (11)当插头有外壳时,装配好插头外壳,并注明是什么功能线、分类放好。
03
注意事项
(1)焊接时,注意每一种插头焊针的排列方向。 (2)插头每个针脚相互之间不能短路,即使其中一个针脚未焊线。 (3)焊接速度必须要快,防止烫坏插头。切忌长时间把电烙铁烙铁头放到焊点处。 (4)焊接伺服或者步进驱动器IO控制线时,无特殊说明时,脉冲输入线和方向输入线都必须串联一个2KΩ、1/4W的色环电阻。 (5)热缩热缩管时,离热风枪出风口100mm左右,且热缩时间不宜过长。 (6)长时间不使用电烙铁时,在烙铁头上一点焊锡,同事关闭电源,已保护烙铁头。 (7)使用电烙铁和热风枪时注意高温,以免烫伤。 (8)电缆线内的电线颜色有变化时,请及时记录更新。 (9)作业员及QC需对产品制造过程做品质管控,以保证成品的品质。
焊线检验标准 1、漏焊: 参照电气原理图,不能出现未焊接的针脚或漏焊2KΩ、1/4W的色环电阻。 2、断线:不能出现断线。 3、虚焊、假焊:焊点不牢,稍微用力扯就扯掉。 4、错焊:未注意插头针脚排列方向,全部焊错。 5、绝缘性不好:热缩过度,热缩管烫破;屏蔽线未用热缩管套好焊好。
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |