|
摘要 :介绍了F型端子及其特点,通过对压接工艺过程的分析,提出了检验压接质量的基本方法。 压接技术已广泛应用于电气设备的电联接。
F型端子由于具有接触电阻小、连接牢固、维护方便等 特点 ,在机车电气产品布线上已被广泛采用,如SS3B、SS7、SS8型电力机车脉冲控制线的布线等。
由于该型端子在机车上 使用批量 有限,目前主要靠手工压接,其压接质量取决于操作人员对压接过程的控制,因而存在压接可靠性的问题。
以下根据现场运用情况,对提高压接可靠性提出一些 建议 。
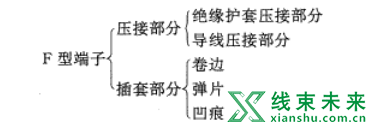
F型端子及其特点
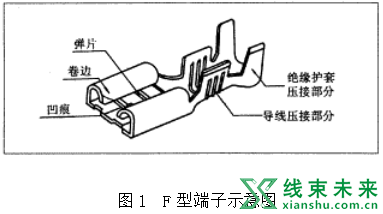
F型端子是压接端子中 较常见 的一种。该型端子由插套部分和压接部分组成。图1所示为具有代表性的一种压接端子。
机车上常用F型端子的 规格 有6.3mm×0.8mm、4.8mm×0.8mm两种。
F型端子的 主要特点 有:
①电联接可靠,接触电阻小(一般只有0.5mΩ~1.0mΩ)。 ②机械连接牢固,适用于机车的使用环境。 ③便于维修,维护方便。
F型端子的压接工艺
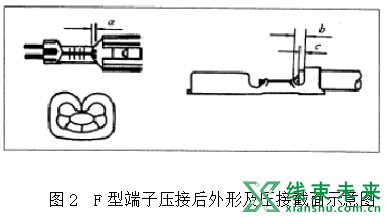
F型端子的 压接工艺 由导线准备、压接、套保护套管3个工步组成。压接后的F型端子外形及压接截面如图2所示。
对各工步的 基本要求 为:
导线准备 :剥除导线端部绝缘护套,剥除部分的长度应能确保图1中a、b、c尺寸符合要求,多股线或软联线断股数不得超过总股数的1/10。
压接 :压接部位正确,压痕清晰可见。a=0.5mm~1.0mm,c=0.5b。
套保护套管 :压接完成后,套上普通套管或热缩套管。
F型端子压接质量的检验
F型端子的压接质量主要靠压接工艺保证,可以通过测试抗拉脱力和观察压接截面来 判断压接质量 。
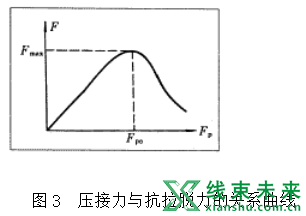
对于抗拉脱力的测试可依据 GB2828 进行抽样,一般情况下,取:特殊检验水平S-2,合格质量水平(AQL)=0.4。 压接力Fp与抗拉脱力F之间的关系曲线如图3所示。该曲线 表明 :当压接力为最佳压接力Fp0时,抗拉脱力F为最大;当压接力大于Fp0时,抗拉脱力随之减小。
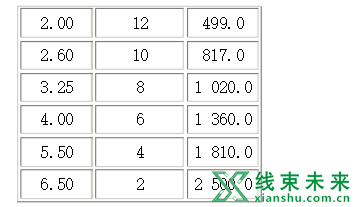
只有当实测抗拉脱力大于或等于最小抗拉脱力时,压接才符合要求。导线规格与最小抗拉脱力的对应关系见 附表 。
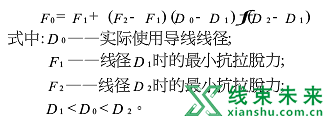
如果实际使用的导线规格与附表不符,则可认为两种规格之间的导线线径与抗拉脱力成正比,可通过计算得出最小抗拉脱力的标准值。 计算公式 为:
另外,压接部位的导线由于受到压接钳的挤压而变形,在作抗拉强度测试时,如果被压接导线 没有产生 变形或断股,则该压接不合格。
对提高连接可靠性的几点建议
(1)在 布线 时,应尽量避免压接点受到外力的作用。 (2)合适的绝缘保护套管或热缩套管可以 保护 压接部位。 (3)在插拔端子时,不得直接拉扯导线。 (4)不使用做过抗拉脱力抽样检验的端子。
结束语
F型端子的压接质量取决于压接工艺控制,本文提出的检测方法及标准除作为F型端子的合格判据外,对与F型端子相似的其他压接端子也具有一定的 参考作用 。
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |