端子压接的目的要求及工艺
什么是压接? 压接是在导线和端子接触区域施加压力使其成型,实现紧密连接的工艺。 端子压接的目的及要求,在压接端子与导线之间提供不可分离的, 长时间可靠的电气和机械连接。压接应便于生产加工。 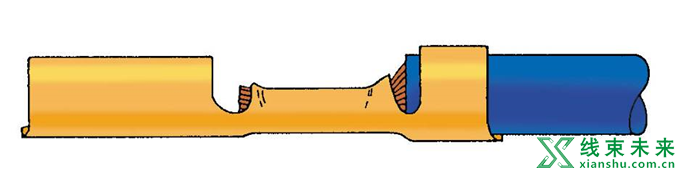
导线的压接过程中,有芯线部分和绝缘部分的压接,芯线压接与绝缘皮压接有一定的区别,芯线压接保证了端子与电线的良好连接,绝缘皮压接是为了减少震动以及移动对芯线。 压接分为单线压接、双线压接、多线压接。 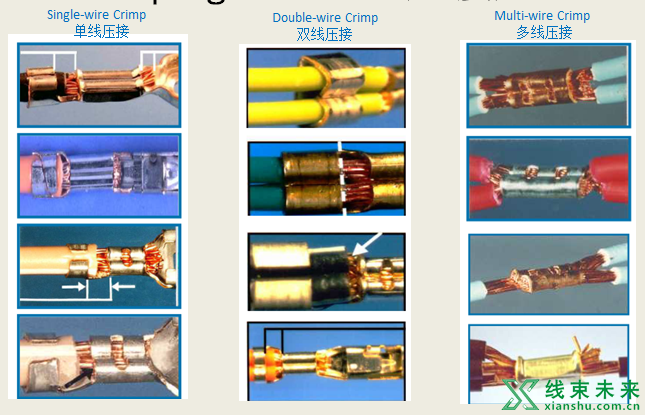
端子压接的过程 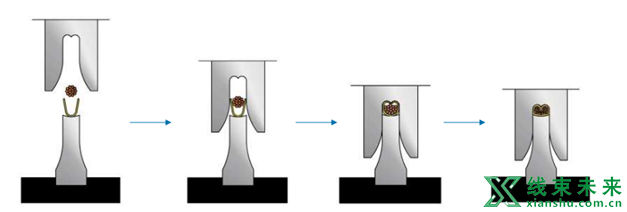
在压接过程中,导体受到套管的挤压,在经度和纬度两个方向上均发生形变,形成冷焊。导体与套管表面的原氧化膜变形破裂,导体与端子套管的纯净金属表面充分紧密接触,挤压变形过程中的微运动,显微镜下,可观察到金属表面互相交融粘连。
端子压接质量的检查与评价
端子压接质量判断有以下几个方面:外观检测、压接高度测量、压接剖面分析及压接保持力测量。 端子压接外观检查外观接查主要包括4个方面,即导体层、绝缘层、压接喇叭口及端子料头部位。各个部分的要求如下: 1 导体端部要求:
a. 导体端部应与导体压接区域顶端平齐,最多不超过压接区域顶端1mm (图中a 区域) b. 超过导体压接区域端的导体部分不能阻碍端子的对配功能和锁扣功能 c. 若端子对配的连接器采用的是family seal(预先组装在接插件里的密封件),则导体压接区域顶端的导体部分长度建议不大于0.5mm 2 绝缘层顶端要求:
绝缘层顶端需在导体压接区和绝缘压接区之间区域(图中b 区域)可见。 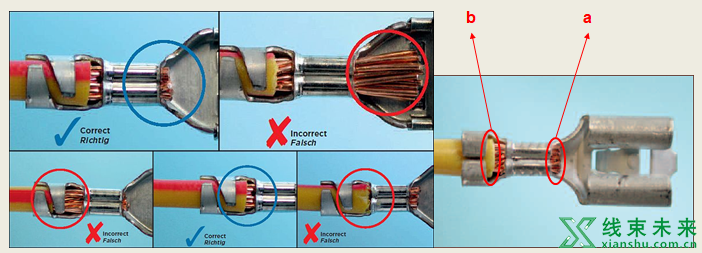
3 压接两端喇叭口要求:
a.导体压接区域后端需有喇叭口结构,喇叭口长度尺寸根据线径决定。 b.导体压接区域前端喇叭口可允许的最大值与后端一致。 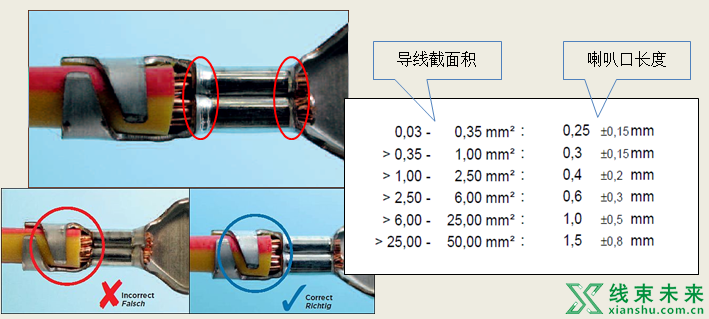
4 端部切断突起(料头)要求:
a. 料头必须可见,以保证端子没有损伤。 b. 料头不应影响端子正常插入塑壳和对配。 c. 料头最大长度不应超过0.5mm,对于使用family seal的连接器,料头最大长度不应超过0.3mm, 料头不能损伤密封圈。 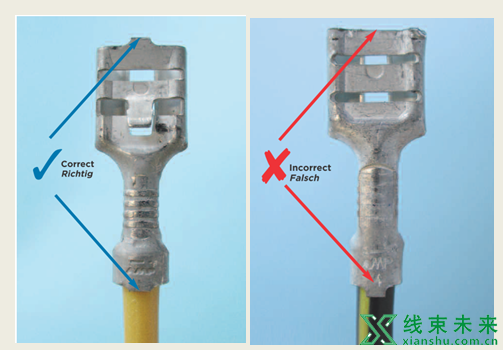
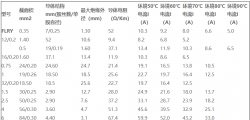
压接高度测量导体部分压接高度测量和公差要求:a. 导体压接高度的公差由电线线径决定。b. 导体压接高度在生产过程中需持续管控。 压接宽度与压接模具尺寸有关,压接宽度不作为生产控制尺寸。 
压接高度与性能对比 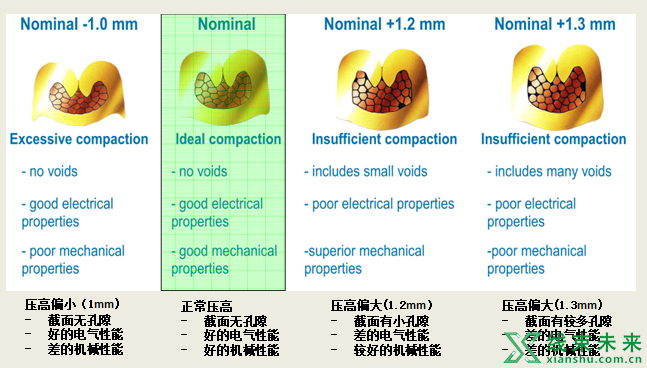
压接剖面分析
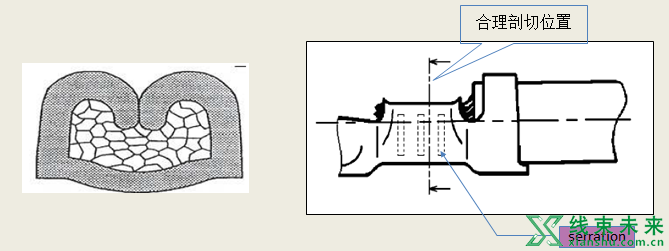
为检查端子压接的质量,经常要做压接剖面检测,检测剖面的要求: a. 剖面的切割方向需是垂直方向 b. 剖面位置需在导体压接区中间,且需避开 serration 齿状突起部分 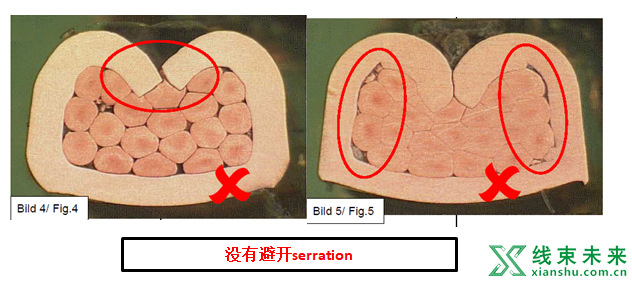
c. 做剖面时,需在端子周围和内部灌入人工合成胶,避免端子和导线移动偏移 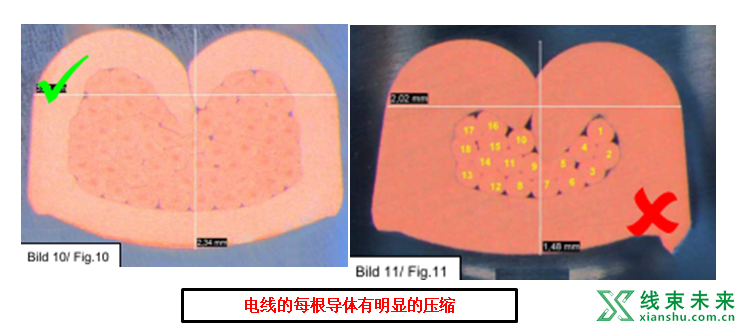
d. 切割后需要进行表面研磨和酸蚀,便于观察检验 e.无孔隙、截面对称、所有导线都应被压实、翼端只接触导线、 端子无裂纹、端 子两边完全闭合,并有一定的支撑长度 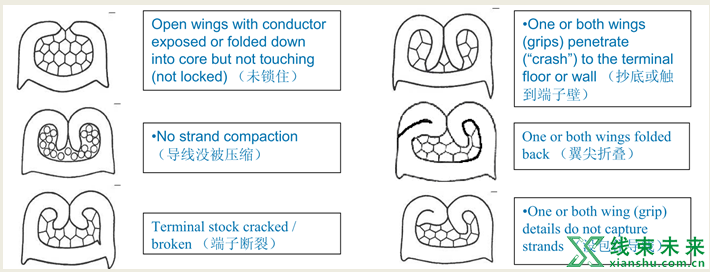
端子剖面参数及要求。(通过显微镜测量相关的参数) 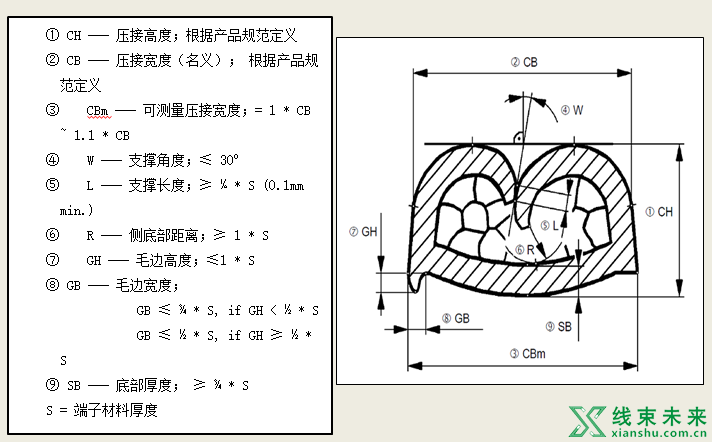
压接保持力测量端子保持力测量的符合性可以参考下表。 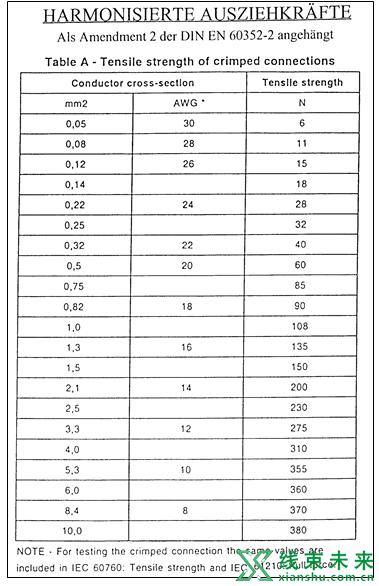
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。
| 









 |Archiver|手机版|小黑屋|线束未来-汽车线束的未来-线束知识-线束资料-线束标准-线束材料-线束智造-线束视频-产品云库-线束企业-求职招聘
( 冀ICP备2022002228号 )
|Archiver|手机版|小黑屋|线束未来-汽车线束的未来-线束知识-线束资料-线束标准-线束材料-线束智造-线束视频-产品云库-线束企业-求职招聘
( 冀ICP备2022002228号 )