|
整车线束作为汽车关键零部件之一,起到连通各个整车用电器的作用。当线束出现质量问题时,易导致的安抛、保安防灾类问题。作为线束制造和生产的供应商,在其质量管控过程中,必须将涵盖的质量要素进行管控,保证出厂质量合格,以及主机厂或终端客户使用过程中不出现质量问题。 建立整车线束质量管控标准化流程,使供应商从原材料进货检验,一直到上线生产制造,再到成品出库包装,每一个环节或工序都要进行严格的质量把关,做到不接收、不制造和不流出。
1 供应商端线束质量管控要素
1.1 汽车线束的主要分类 汽车线束主要分为前舱线束、顶棚线束、仪表线束、发动机线束和地板线束等,其中前舱线束构成最复杂,分支最多,功能最全。 1.2 线束生产工艺流程介绍 主要流程:来料检查→开线→防水套预装→端子压接→超声波焊接→热缩管处理→预装→总装→通电测试→外观检测→存储→运输至主机厂。 1.3 生产制造各工序管控要素 1.3.1 进货检验 此过程要控制单个零部件的入厂质量,供应商需建立完善的内部原材料认可流程。在认可阶段进行全尺寸、全性能、全功能的验证,每年要求分供方提交一次全性能试验报告。在专门的检验场地,具备检验资质的人员使用相检验工具(如:推拉力计、游标卡尺、硬度计、2D 投影仪、阻燃试验箱、电阻测试设备等)对零部件进行检验。如导线,检验项目包含线径大小、绝缘层厚度、导线电阻和颜色等;线束端子,重点检测关键尺寸、材料、型号、外观等;波纹管,检测阻燃特性和关键尺寸;热缩管,主要检测产品的壁厚、阻燃性及内径。 1.3.2 导线剥皮 为保证端子压接后的质量与外观,在压接前需建立导线剥头长度与对应端子相互匹配的数据库。针对剥线后剥头的长度及外观,需进行首末检验,并保存记录。不允许出现剥头处刀口斜切和剥头不完全现象。线径小于1.5mm2的导线剥头不允许断铜丝,1.5mm2以上的导线允许有8%以下铜丝断裂。 同时做完的半成品使用悬挂方式进行存放和转运,不允许有堆压和拖地现象。剥头完工后应按照一定数量把电线捆扎成把,同时必须使用专用的工装和护具进行保护,如护线杯、护线套等。不允许使用保鲜膜、保鲜袋、塑料纸杯等非常容易造成线芯损伤的物品。导线剥皮作为第一个工序,对后续的质量有关键作用。 1.3.3 防水套预装 选用与匹配线径的防水套,在装配前,防水套不可以出现飞丝、铜丝断裂破损以及铜丝被拧紧现象。在装配后,不可以发生防水套松动和自动脱落的现象。防水套在整个线束中起到绝缘和防护进水的作用,所以必须保证防水套装配到位。 1.3.4 端子压接 ①模具管理。压接模具必须要进行剖面验收,针对易损的压接钳口必须配备足够数量的备件。模具在使用前要进行日常开班点检,模具及压接钳口要进行点检台帐记录,且记录清晰。记录内容包括:模具使用的次数、钳口使用的次数、钳口和模具维修信息、保养信息、更换信息等。 模具使用结束后应及时清理,并将信息维护到台账内。入库后应按照库位定制放置,因此要使用较为松软的物体保护钳口,防止损伤。值得关注的是在生产完工后,模具上应保留最后一个端子压接的样品。 ②过程管控。选择使用气动模具(自动或半自动),以保证线束端子在送料过程中放置位置正确,且一致性良好,满足质量要求。端子压接需确保人员能力满足和设备的稳定性。因此要提前进行端子压接人员的培训,提升操作工熟练度,并进行考核鉴定,以提高压接生产的一致性。同时也要进行设备cpk 分析,大于1.67才表明过程稳定。如图1为端子压接示意图。 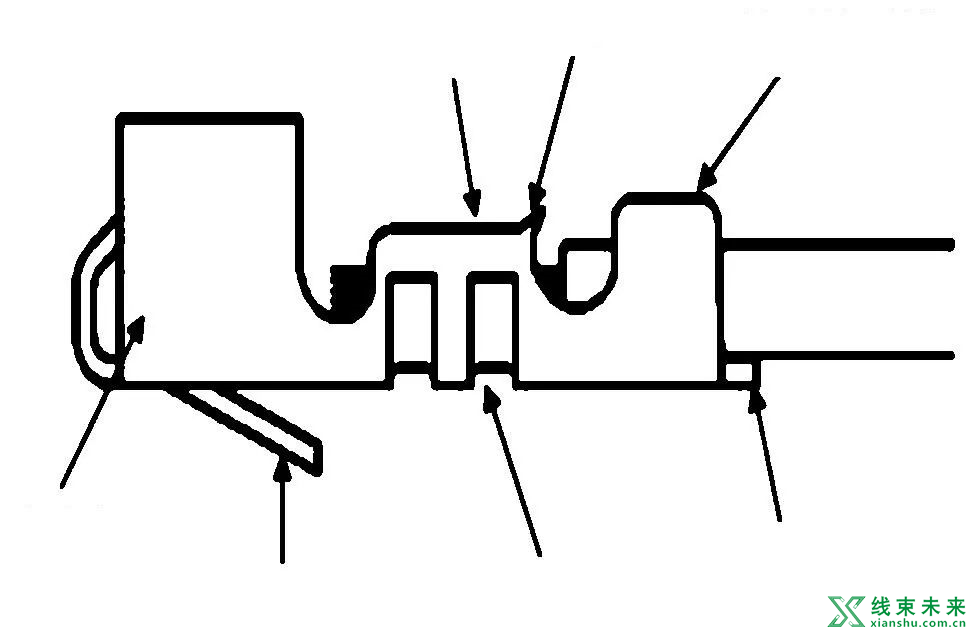
图1 端子压接 针对压接后半成品的存放,采用定量捆扎且悬挂的方式,不可以堆放。明确端子压接后要进行的常规检测项目,如端子压接高度和宽度测量、拉脱力测量、端子剖面检测、接触电压降检测、外观检测等。 1.3.5 超声波焊接 超声波焊接在各个工序需有明确的操作指导书规定标准化的操作流程,用以指导员工操作。设备设定过程参数,也要有专人负责,如焊接的温度、焊接的时间、焊接后的冷却时间、焊接后尺寸等,同时以上参数作为日常开班点检内容进行确认和记录。焊接设备必须具备压力监控装置,可识别漏线、绝缘皮误放入等缺陷。焊接完成后不允许出现以下问题,如飞丝、铜丝弯折等现象。如图2所示焊接后两端露出的铜丝长度、拉脱力等需测量及记录,同时超声波焊接使用的导线线径差不得超过1mm2。 
热门文章
-

【产品开发】汽车线束从设计角度进行线束降
2696 人关注
-

【产品开发】线束端子超声波压接与普通压接
2394 人关注
-

【防护材料】市场调查后发现的汽车线束扎带
2959 人关注
-

-

【产品开发】线束固定用卡扣、扎带设计选型
2917 人关注
-

【产品开发】汽车线束外包扎物及外防护的选
2058 人关注
-

【连接器】六边形压接 VS B型压接
2020 人关注
-

【连接器】端子可减少连接器数量,节省车辆
2332 人关注
-

【连接器】压接和焊接 - 连接性能和寿命的
2496 人关注
-

【智能制造】汽车线束的发展史(四)—数据
2059 人关注
-

【市场召回】因蓄电池正极线束布局问题,存
2157 人关注
-

一秒解锁大平方线束焊接:超声波扭转焊接技
3126 人关注
-

【市场召回】因曲轴位置传感器线束虚接,克
2717 人关注
- 客服热线
- 400-1234-888 周一至周日:09:00 - 21:00
- 公司地址:河北省张家口科技路88号现代城5号楼

线束未来专业于:为汽车线束企业及设计人员提供创新、设计、开发、工艺、生产、质量、标准、服务为核心的网络平台,包括:设计/开发经验分享、产品替代库、技术文档、技术标准、技术视频、求职招聘、企业信息等服务。本站信息均来源于网上或由本站网友发表,不代表本网站立场,如侵犯了您的权利请投诉至413254967@QQ.com!。
网站版权:www.xianshu.com.cn © 2022-2024 Comsenz Inc.
| 

