
|
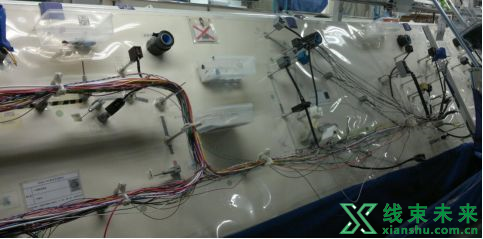
在线束总装工序上使用工装板可以有效地提高生产效率,降低质量事故发生的概率,而好的工装板能达到事半功倍的效果,以下分享一下工装板的制作。 首先,我们需要根据产品图纸的特性对线束作一个钉板评估。评估的主要目的是综合考虑人机工程,质量能力,安全,工具尺寸和成本,维修可行性等相关的内容。
在钉板评估的过程中需要重点考虑动作经济性的原则和人机工程的要求: 1、结合中国人的身高和臂展,板的高度尽量不要超过1200mm以避免人机工程的问题。在不造成干涉和损失的情况下,工装板要尽量的短,减少走动的距离。 2、工装板上插端子和包覆材料的操作区间尽量集中在900mm到1200mm之间。 3、当工装板的布局经过确定后,需要依据线束的特点选定叉杆,Holder等辅助工具的类型。治具的选择主要遵循以下的几个原则:
(1)通常在分支末端位置上依据线的大小选择固定型叉杆或紧固件。 (2)在节点的位置上选择可伸缩的活动叉杆,方便包覆动作的进行。 (3)主干位置上为了防止导线的松脱在一定范围内安装分线夹。 (4)针对卡钉,定点胶带,橡胶件等物料也需要选取工装治具。
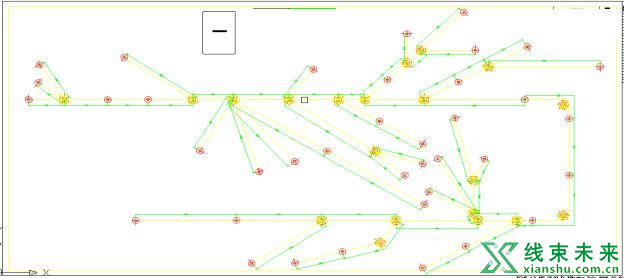
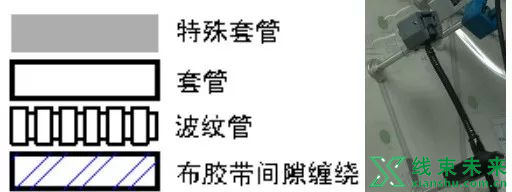
随后工程人员依据线束图纸,设定好的布局图以及选取的定位指示治具通过CAD二维软件制作成工装图纸。工装图纸需要以1:1的形式进行制作,包覆物类型需要以不同的图示作指示说明。
综上所述制作一张工装板其包含钉板评估,选叉杆和HOLDER,制作成型图纸这三个大步骤。后期也需要做质量检验,如果有不合理的地方也需要作局部的调整。 免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |

分享到:














