|
工艺计算电线长度直接影响到加工的进度以及线束的性能,加工中时常会出现线长线短的情况。尺寸过短,不符合图纸及装车要求,需加工人员进行加长或换线处理,费时费力;过长则在线束加工整理过程中易出现难整理、鼓包等情况,造成线束外观不佳,装车后出现涡流、易发热影响线束使用寿命。由此可见下线尺寸对线束工艺来说至关重要,下面将从几个方面浅谈线束工艺中影响下线尺寸的因素。
1 主机厂测量点
不同主机厂的线束图纸、特殊线束产品(如高压线)对分支测量点定义不同,如图1 所示:a、要求从插接器进线端的端面测量,b、要求从插接器插出端的端面测量。两种测量方式给相同长度,插接器的尺寸是否包含在分支内将会导致 下线长度的不同。测量点的不同定义直接影响了分支的长度,工艺计算长度时需充分理解设计图纸的测量点。 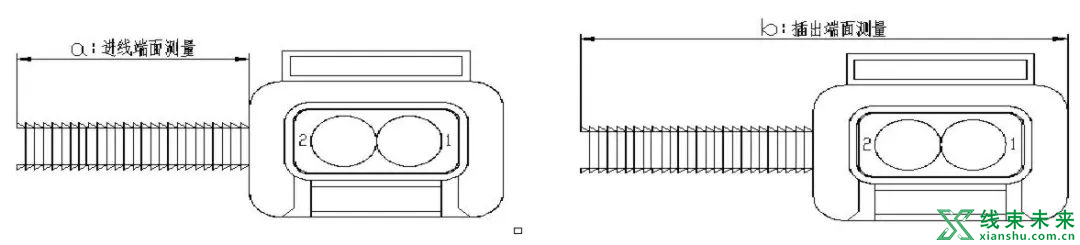
图1 不同方法下线束插接测量示意图
2 插接器出头尺寸
出头尺寸在线束图纸中普遍存在(见图2),不同的设计图纸对其定义不同。 (1)出头尺寸可视为护套内部插线的损耗,此长度不包含在分支长度内; (2)出头长度为包裹材料与插接器之间的缓冲尺寸,分支长度包含出头长度; (3)带尾夹,尾夹需卡在插接器与包裹材料之间,一般出头长度为尾夹和插接器内部的损耗。
综上所述出头尺寸是否为插接器、尾夹的内部损耗直接影响了分支长度。一般情况下,8 孔以下插接器,带尾夹时损耗的线长不超过5cm,当出头长度小于5cm 时视为插接器内部损耗,不用额外增加分支长度。 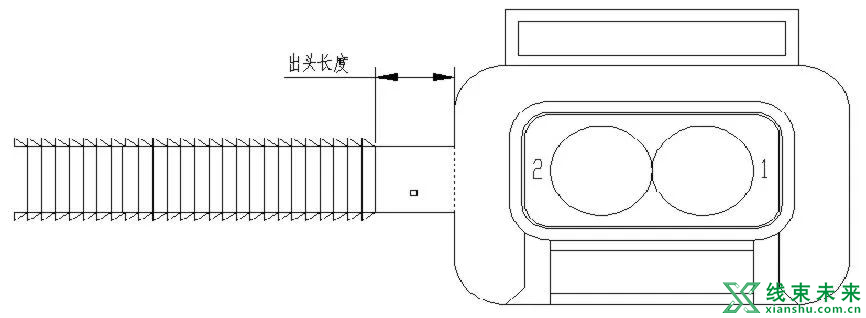
图2 插接器出头尺寸
3 线材、线径、长度
电线在组装成线束产品时不能有绷紧,单根线受力的情况,应成自然、无拉伸及回折的状况。因此仅由图纸计算的长度并不满足实际加工的需求,应适度加长。再加上现阶段线束的加工大多以手工制作的形式,难免有长度损耗的情况发生,因此下线长度要在图纸长度基础上增加合适的余量。 增加的余量与电线的长度、线材、线径密切相关,一般情况下长度越长,损耗越大,加长的余量越大。线径越大,在线束中不易弯折,则损耗越小,余量越小。而线材的不同,如屏蔽线、摄像头线、ABS 线,比一般电线线径更大,同理损耗小,余量小。由于连接电器功能及负载电流的不同,需选择不同线材、线径的电线,电线所加长的余量各不相同,因此一挂尺寸完美的线束要经过数次的余量优化、经验的积累。
4 插接器的出线方向
线束插接器中,有一种特殊插接器,左右两侧都可以出线(见图3)。因插接器较大,左侧出线时,靠近左侧的针脚电线的长度比右侧针脚的电线长度相比,相差了一个插接器长度的尺寸,反之亦然。因此要结合装车的状况、需求,确定好插接器的出线方向,才能解决此类问题。 
图3 插接器的出线方向 5 包裹材料线束包裹材料一般有波纹管、PVC 管、尼龙套管、胶带缠绕等等。不同的线束产品,因安装位置、销售的区域不同,选择不同的包裹材料加工。 (1)管材类以波纹管为例:波纹管按加工要求可分为闭口管和开口管,闭口管在主干电线较多时存在着难穿管,加工困难的问题,加上电线在闭口管中难免出现缠绕的情况,因此闭口管相对于开口管损耗长度更多,应多加余量。 (2)胶带缠绕类,胶带缠绕可分为密缠、点缠、花缠。密缠需全部缠绕,电线受力更紧实,对长度的损耗也大于点缠、花缠,此类情况也应多加余量。由此可见不同的包裹材料也对长度有不同的要求。 6 分线歧管,线槽分线歧管、线槽位于分支点处,用于固定线束分支的走向(见图4)。使用时需按孔径匹配合适的管材,卡住波纹管进行方向固定。在分线歧管、线槽的内部存在长度损耗,在使用时也应考虑余量的设置。 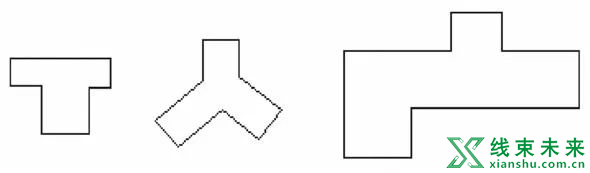
图4 分线歧管,线槽示意图 7 插接器、尾夹余量插接器是连接电线和电器的中枢结构,是实现线束功能的主要元器件,也是线束里最昂贵的原材料,了解清楚所使用的插接器对线束的工艺至关重要。电线压接端子后插入插接器中,有一部分长度在插接器内部被损耗,同时插接器带上尾夹将增大被损耗的线长,因此余量设置的合理性对线束长度影响很重要,在计算工艺长度是要先了解插接器、尾夹的吃线长度,将其包含在下线尺寸内。 8 电线参与打卡线束加工中存在多根电线需要导通的情况,在线束加工中常用导体压接、超声波焊接的方式将电线导通。如图5 所示,焊接区、导体压接区的长度为2cm 左右,此处损耗的长度在计算下线尺寸时应将其考虑在内,特别是有多处导通时,对线长的影响将愈发重要。 
图5 线束导通示意图 9 电线在线束内的走向线束中电线的走向不尽相同,最简单的成直线无拐弯走向,此类长度损耗最小。电线拐弯处越多,线长在弯曲处消耗越多,整体下线长度越长。对于此类电线要额外增加余量,确保其从弯曲处平顺过渡。 10 结语随着汽车工艺的发展以及智能化制造的到来,汽车的各种功能也越来越丰富。线束是各个电器功能之间的沟通桥梁,未来的发展会充满了挑战,组成也会越来越复杂化,各类新要求的电线会纷至沓来,线束工艺人员从各个因素分析计算出下线长度的难度也不断增加。本文以线束最基础的电线长度为主题,从几个方面浅要分析了线束工艺中影响下线尺寸的因素,以保证下线长度的准确性。
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。
| 













 |Archiver|手机版|小黑屋|线束未来-汽车线束的未来-线束知识-线束资料-线束标准-线束材料-线束智造-线束视频-产品云库-线束企业-求职招聘
( 冀ICP备2022002228号 )
|Archiver|手机版|小黑屋|线束未来-汽车线束的未来-线束知识-线束资料-线束标准-线束材料-线束智造-线束视频-产品云库-线束企业-求职招聘
( 冀ICP备2022002228号 )