|
1.介绍 本指南的目的是定义单线密封塞的一些重要设计特征。 注释:连接器型腔堵头的设计不是本文件的一部分。型腔堵头是不同的,因为它们不是通过端子保持在腔中,就像电线密封塞一样。
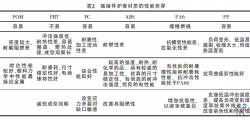
2. 材料选择 2.1. 密封塞材料 电线密封塞材料的选择主要限于丙烯腈-丁二烯橡胶(NBR)、硅酮或氟硅酮。丁腈橡胶NBR的操作温度范围为-30°C至100°C,具有良好的耐化学性。液态供应的硅酮是用于单丝密封塞的主要材料。它耐高温,操作范围为-65°+250°C,但它可以通过暴露于燃料和润滑油来降解。氟硅酮比硅酮具有更好的流体阻力和抗拉强度,特别是当单线密封塞暴露在碳氢化合物中时,推荐用于特殊应用。
2.2. 润滑剂材料 在自动压接过程中,材料润滑通常是必要的,以方便电线通过密封,以减少必要的插入力,并尽量减少端子插入连接器外壳损坏的风险。加油量通常在重量2%到6.5%之间。
3. 工艺技术 液体注射成型(LIM)和转移成型是弹性体最常用的工艺技术。液体注射成型用于制造液体硅橡胶制成的密封件。丁腈橡胶或任何其他固体橡胶的密封是使用转移成型工艺。
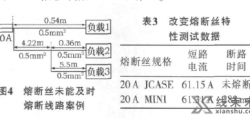
3.1. 液体注射成型 液体注射成型(LIM)弹性体又称液态硅橡胶(LSR),属于热固化橡胶组。一个特点是它们在加工过程中的粘度比固体硅酮或其他弹性体低。见图1。它们分两部分供应,其中含有硫化所需的铂。部件通过搅拌机由计量泵抽运。在静态混合器中,部件混合良好,并转移到注塑机的冷却计量段。从那里,化合物被推进通过冷却浇道和流道系统进入一个加热的型腔。当混合物达到170°C以上的必要活化等级时,开始交联或固化。这种反应比转移成型的固化反应快得多。 3.2. 传送成型 在转移成型过程中,一块未固化的橡胶被放置在模具的一部分,称为“锅。” 见图2。模具关闭,在液压压力下,橡胶被强制通过小孔(“门”)进入空腔。见图3。模具保持关闭,而橡胶热固化。转移成型模具比用于LIM的模具更昂贵,但它们可能包含多达200个电缆密封塞型腔。 4. 电线密封塞接口 导线密封的特点是有三个密封接口: A. 电线密封 B. 连接器型腔密封 C. 端子密封 4.1.电线接口密封 不宜有平直的内表面。密封的部分被连接器型腔壁和插入后的电线径向压缩,应具有至少两个唇的内孔表面。 这个几何允许四个主要优点: 1. 由于可能的电缆形状缺陷,多个密封接触面优于连续密封面。 2. 即使电线弯曲,内唇轮廓也能确保良好的密封。 3. 被困在第一和第二唇之间的流体比外部流体具有较低的压力值。压力下降发生从第一唇到第二唇之间。因此,流体渗透概率降低。 4. 外径和内径达到最大值和最小值处的密封点对齐。 如果采用这种几何形状,电线和密封塞之间的自由体积定位在每个外部唇下。 当密封塞被连接器型腔壁径向压缩时,几乎是不可压缩材料的橡胶可以膨胀和填充这些自由空间。这种压缩的主要效果是尽量减少密封塞在腔内的纵向扩张。然而,插入后,密封塞总是发生轻微的拉伸。因此,在设计阶段必须考虑连接器型腔中有足够的纵向空间。 两个相邻的唇应分开至少0.2mm。内唇轮廓应是圆形的,以方便在成型过程中的后模顶出,并避免材料撕裂。需要一个正面倒角,以方便电线插入。 塑料材料的完整电缆护套是连接器密封的另一个重要要求。未覆盖的电线使连接器的内部与外部环境直接接触。水可以从电缆的损坏点通过毛细管作用吸引到端子并进入外壳。因此,当连接器提交水密性测试时,其电线的末端必须密封。 4.2. 连接器型腔密封 连接器型腔接触面的密封,由密封塞外唇和连接器型腔壁组成。 唇和连接器型腔直径的差异产生密封压缩。唇形必须设计成,端子插入连接器型腔的力不太高,密封所需的连接器型腔与唇之间干涉的不会导致任何密封表面切割。由于这些原因,唇不应该有对称的半圆形轮廓。见图12。它应该是圆形的,并具有平坦的部分,以方便端子插入。 与内唇一样,外唇比外直表面更能保证紧密程度。到达连接器型腔密封表面的流体在每个唇附近显示压力下降。 型腔在密封区域上不得有模具分型线,以避免端子插入外壳时产生任何密封撕裂。腔壁必须在端子插入的一侧为圆形,以方便密封塞插入。与密封塞直接接触的所有型腔区域的粗糙度平均值(Ra)应为5μm或更小。 每个型腔表面的任何缺陷都会损害密封水密性,特别是当橡胶在接近玻璃化转变温度(低温)工作时。在此温度点下,材料失去了弹性性能,行为从橡胶状转变为玻璃态,密封不太能覆盖型腔中的表面缺陷。
4.3. 端子接触密封 端子接触密封由密封塞的外部直面和端子绝缘套筒构成。 密封塞通常是为特定的电线尺寸范围而定的,在端子被附上之前,通过自动过程放置在电线上。随后,端子在电线和密封塞上压接。绝缘套筒必须关闭并保持密封,而不会在表面产生切割。在压接阶段,如果端子绝缘套筒有一个孔,压缩密封材料可以出来,则密封完整性得到保证。如果绝缘套筒有这个孔,可以设计一个外部颈圈(external collar),以避免在端子插入期间密封和电线之间的任何相对移动。在装配过程中,密封件在传送机中时不得相互粘着。在其中一个密封面上设计了一个称为垫片(spacer)的特征,以减少与下面密封塞的接触面积。 5. 电线密封塞设计 5.1. 外唇数量 大多数单线密封塞设计使用三唇配置。一个均匀的唇设计可以使用在,其中每个唇被设计以创造三层冗余密封。如果轴向空间不受限制,则可采用四唇设计,以最大限度地扩大密封接触面。
5.2. 外唇高度与宽度之比 唇的高度不应超过其宽度的1.5:1比。如果高度的特点是一个较大的比率,唇本身更容易弯曲,而不是在连接器型腔提供密封压缩。优选的比例范围为0.5:1~1:1。这种条件将确保一个坚固的唇,也是足够柔韧的,以抵抗端子在插入连接器时撕裂力。 5.3. 外唇压缩比 唇压缩比是指唇压缩量与其自由状态高度的比值。推荐的压缩比范围为10%至50%,最佳百分比为30。在10%以下,压盖压缩不足以密封,而超过50%的压缩会导致唇部的大的永久变形。 5.4. 导体直径密封范围 内孔径是导线尺寸范围的一个功能。单丝密封塞被设计用于安装在外径大于孔直径的电线上(10%min至100%max)。在这些条件下,电线上的密封压缩一直都在。当端子插入连接器外壳时,型腔壁会产生额外的压缩力。
当密封塞在高温下使用时,必须特别注意。在这种情况下,导线不能被认为是刚性元件;有时可以在其上观察到永久变形。绝缘直径的减小发生在唇接触的点上。在这种情况下,密封所需的压缩量可以大大降低。为了避免高温应用中的这一问题,产品或开发工程师必须找到电线和密封唇之间干扰的正确折中方法。
5.5. 唇轴间距 另一个重要的几何参数是相邻唇之间的间距。轴向间距应使唇在端子插入到外壳腔时完全弯曲,而不与彼此接触。 5.6. 材料硬度 材料硬度应规定为40-50邵氏硬度A。这一范围被认为是最优的,以提供典型汽车应用所需必要的压缩,抗撕裂和耐久性性能。
5.7. 样品计算 以下是零件编号184139-1的一些重要参数计算 A. 数据: • 070型端子上使用的电线密封塞: • 连接器型腔直径:4.40±0.1mm • 外径: 4.80±0.1mm • 内孔直径: 0.9±0.1mm • 导线尺寸范围: 1.2-1.7mm • 唇宽: 1.10 mm • 唇高: 0.60 mm
B. 外唇高宽比: • 目标达到1.5:1 • 唇高/唇宽度=(0.60/1.1)=0.55。这个值包含在最优比例范围内。
C. 外唇压缩比: 中等案例: • 唇压缩=(外直径-型腔直径)/2=(4.8-4.4)/2=0.2mm • 唇压缩比=(唇压缩/唇高度)X100 =(0.20/0.60)x100=33.3% • 1中等唇压缩比设计目标:30%。本设计符合规定的目标。
最坏案例(最小压缩): • 唇压缩=(最小外径-最大型腔直径)/2 =(4.7-4.5)/2=0.1 mm •唇压缩比=(唇压缩/唇高度)X100 =(0.1/0.6)x100=16.6% 1最小唇压缩比设计目标:10%。本设计符合规定的目标。
最佳案例(最大压缩): • 唇压缩=(最大外径-最小型腔直径)/2 =(4.9-4.3)/2=0.3mm • 唇压缩比=(唇压缩/唇高度)X100 =(0.3/0.6)×100%=50% • 1最大唇部压缩比设计目标:50%。本设计符合规定的目标。
D. 直径密封范围: • 最小电线直径:1.2mm→内孔径+33.3% • 最大电线线径:1.7mm→内孔径+88.8% 线径范围包括在10%至100%的最佳范围内。
1 在计算中没有考虑由于导线插入而引起的密封的径向扩张,因此在所有三种情况下,压缩比值略低于实际值。产品或开发工程师应在发布产品前检查压缩范围。 免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |