|
线束装配流程自动化现状 在汽车工业中,线束是一组组件(电线、端子、连接器、密封件、保护装置、紧固件、索环、保险丝、继电器、保险丝和继电器盒等),用于确保集成到车辆中的电气和电子元件之间的连接。
线束多样性随着车辆在电气和电子功能、新通信技术集成、控制和软件应用程序方面的发展而同步增加,成为购买车辆时可用的选项。 这一事实导致了复杂性的增加,并因此增加了线束在车辆重量中所占的重量。例如,在奥迪 A8(2018 版)的情况下,线束重 36 kg,将作为线束一部分的电线放在一起会延伸数公里。梅赛德斯-奔驰 OM654 发动机线束的一个版本提供了一个有用的示例来说明线束的复杂性,其中包含:54 个连接器、116 根电线,拉直后长度覆盖 4 m2,重量为 1.5 kg。 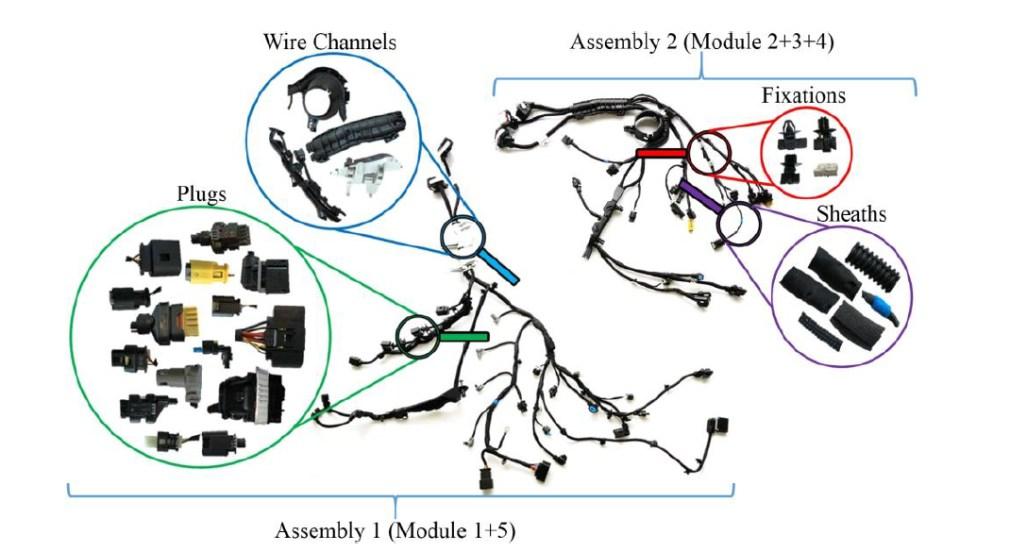 图 1 梅赛德斯奔驰 OM654 发动机线束和所选组件的变体多样性 由于线束的复杂性和多样性,线束制造商有两种选择: 要么将布线分成更小的模块(如果可能),在每个模块的专用装配线上制造,稍后进行布线的最终组装(在同一生产地点或在汽车制造商附近的地点); 或在更大、更复杂的装配线上制造最终布线。但无论他们的选择如何,模块的制造和最终组装都需要相同的制造和组装技术。 生产流程根据实施的装配技术进行组织,通常分为: 动态装配线:通常用于制造线束模块和较小的线束。开发了几种类型的动态装配线,但最常见的用于制造不太复杂的线束是由固定的装配板(托盘)组成的,传送带位于线的下部,用于承载线束从一个工段到另一个。生产线的组织方式使用于组装的组件在正面提供,确保工段符合人体工程学。 用于大型模块制造和模块最终组装的转盘(也称为转台)。转台由安装在轨道上的几块板组成,因此它可以转动。这种生产技术通常用于将所有工作分解为几个基本任务。装配线由几块板组成,每个操作员在旋转/移动转盘之前执行分配给他的工段的有限数量的操作,这些操作总是相同的。建立生产线的速度可以确保生产率和质量标准。 无论制造商选择使用动态装配线 (LAD) 还是转盘装配线来组装布线,为了提供它,都需要工段和设备来生产作为最终布线一部分的预组装元件。 自动化装配流程对线束制造商来说是一个挑战。自动化线束装配系统必须非常灵活且易于适应,以满足项目各个阶段出现的多样化和动态要求。 自动化线束装配流程的难点: 处理困难,因为作为线束一部分的电线是非常灵活的元件并且长度很长; 构成最终线束的各种组件:不同长度和直径的电线、端子、密封件、连接器、保护装置、连接件、紧固件等; 确保连通性所需的多种操作:简单压接(手动或自动)、双线压接(手动或自动)、超声波焊接、扭绞、将端子线组件穿入连接器、应用保护等; 一个项目中生产的线束的多样性,许多参考需要不同的装配板(托盘); 项目开发阶段发生的布线架构变更,涉及操作顺序和装配系统的快速修改/调整; 售后质量事件带来的变化,虽然比开发阶段小,但也涉及配线系统的快速适配。 线束未来专业于:为汽车线束企业及设计人员提供创新、设计、开发、工艺、生产、质量、标准、实验等为核心的服务平台,包括设计/开发经验分享、产品替代库、技术文档、技术标准、技术视频、求职招聘、企业信息等服务。 |