
|
除了线束的最终组装之外,生产过程还包括获得产品所需的许多阶段,每个阶段都具有不同程度的自动化。这些主要分为: 预装配元件的生产; 将线束最终组装所需的预组装元件和其他组件存放在专用空间,通常称为拣选区; 在每个生产周期开始时测试有代表性的样品。 为了全面了解当今自动化如何应用于线束生产,本文将详细介绍这些阶段。 1 预制件的制作 这是线束生产自动化程度最高的阶段。预装配元件的生产部分位于线束装配线附近但分开。它分为手动、半自动和全自动工段,将在本文的以下部分详细介绍。 剥线皮半自动工段:该类工段由操作员和半自动剥线机组成,用于精度要求特别高的极细同轴电缆。它执行以下操作:全剥、半剥、多步剥、同轴和三轴电缆处理、同轴和三同轴电缆处理(详见下图)。  图 2 半自动剥离机示例和执行的操作 全自动绞线压接机:这些机器工作精度高,用于对长度较长、截面较小的电线进行特定操作。线束制造商大多使用的自动化绞合压接机具有模块化组成,使其更能适应生产要求。如下图所示,它们可以执行各种任务,例如:线切段、绝缘层去除、密封穿线、压接、扭绞。 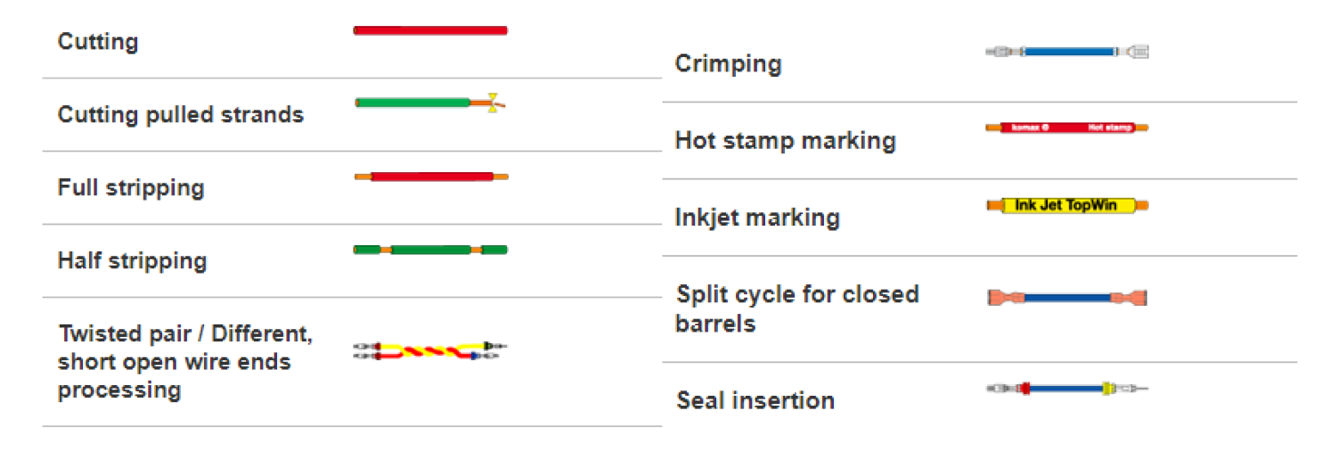 图 3 使用扭线机/压接机进行的操作示例 将全自动压接机集成到预装配元件的生产中,显着提高了生产率,同时降低了成本。这些机器能够处理很长的电线长度,用于多种功能,包括双压接(在一个端子上压接两根电线)即使确实存在用于超声波焊接的自动化机器,在实践中进行布线线束需要多种类型的拼接,而这些拼接无法在全自动过程中执行。这是目前超声波焊接仍由操作者使用超声波焊接机实现的主要原因。 热缩管穿入工段:热缩管应用于电线上,通常用于保护接头和压接区域(尤其是在较大横截面的电线上)。这种类型的工段比其他类型的工段简单,要进行的操作非常简单,但必须小心操作,以免损坏设备区域。操作员将管子穿入电线/接头并将其放在热风机顶部,同时旋转组件以均匀分布热量。 2 组件和预装元件测试阶段 在验证将成为线束一部分的组件的使用之前,制造商会执行必要的测试以确定组件是否符合要求的质量标准。测试在测试中心进行,这是一个专门为此目的设计的区域,在这里对电线、接头和压接端子-电线组合进行各种侵蚀性因素的耐久性测试。 测试中心进行的测试类型: 拖链测试, 扭转作用测试, 弯曲测试, 燃烧测试, 耐介质测试。 在每个生产周期开始时,将对接头(超声波焊接)和压接端子线整体的代表性样品进行耐久性测试和显微质量检查,以确保为半自动和全自动机器设置的参数是一致的符合要求的质量标准。 3 动态装配线上的线束生产 在线束生产过程中自动化和手动过程相结合的方式,可以在动态装配线的结构中突出显示。线束装配线自动化程度低,由操作员进行各种手动操作,例如: 根据印在装配板上的图纸定位电线; 将端子穿入连接器; 根据组装板上印刷的图纸进行胶带和保护。 每个装配工段由以下部分组成: 组装组件的固定组装板,每块板的结构根据其设计的操作而变化; 组件存储区的组织方式使得用于组装的组件在前面提供,并由操作员定期提供; 位于装配板下方的传送带,用于将线束分支从一个工段传送到另一个工段。 完成组装过程后,将对所有线束进行测试。这是在电气测试和控制表的帮助下完成的,该表专门设计用于对应要测试的线束的架构。由于此测试期间不允许连接连接器,因此测试台配备了特殊装置,可以在不使用连接机构的情况下接触连接器插座中的金属端子。检查接线涉及执行多种类型的测试: 电气测试,用于检查接线连续性, 气压泄漏测试,以检查必须满足此要求的组件的防水性, 通过使用专门为每个连接器设计的装置对杠杆/二次锁定机构进行完整性测试和验证,该连接器具有通过二次闭合确保连接的系统; 符合性验证测试根据电气图检查保险丝和继电器的存在。 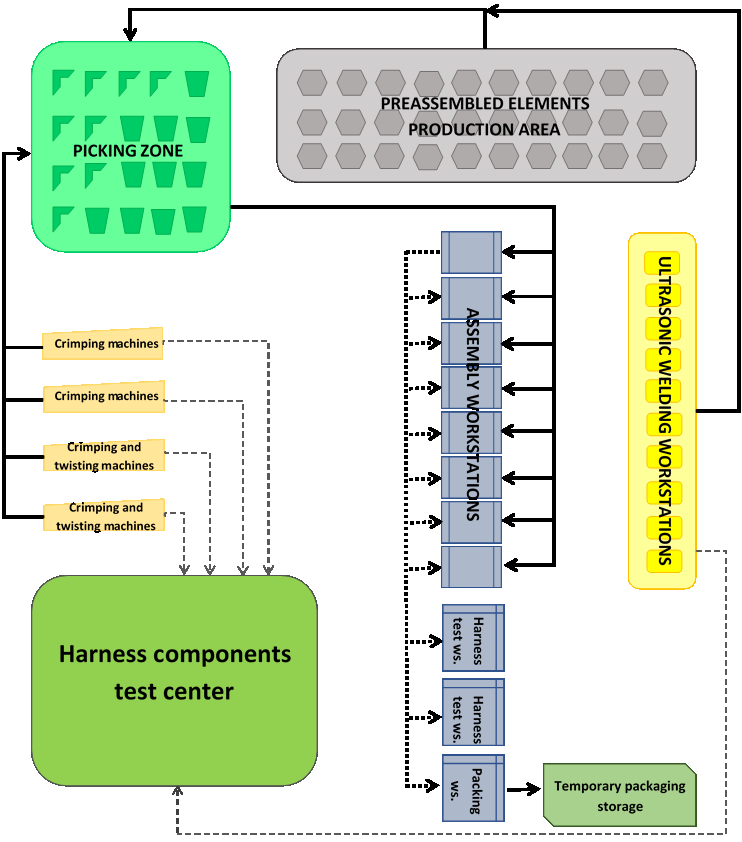 图 4 动态装配线的物流流程 如果发现错误,在测试结束时系统打印的标签上将指定必须进行润饰。根据缺陷所在的区域,修饰线束可能很困难。例如,要更换单根电线,必须移除整个受影响区域的线束和其他固定元件的保护。 使用专门为此目的创建的工具进行修饰,在不影响其他组件质量的情况下修复缺陷。修图后,恢复所有功能的接线测试过程。 在测试表明接线可以执行所有功能后,打印确认这一事实的标签并将其贴在接线上。包装布线调配也是一个人工过程。完成调配的方式、用于运输的箱子类型以及箱子中存储的电线数量由规格与客户(汽车制造商)共同确定。 图 9 中的图表突出显示了动态装配线的物流流程,概述了手动和自动流程如何在布线生产中结合。 4 线束装配流程优化案例研究 该案例研究旨在确定影响线束生产中动态装配线生产率的主要因素。为此,在Witness Horizon 软件中定义了如下的流水线理论结构: 13个工段:组装工段10个,测试工段2个,包装工段1个; 9个缓冲区:5个缓冲区用于存放元器件,1个缓冲区用于存放测试前的线束,1个缓冲区用于每测试工段存放未通过测试的线束,1个位于包装工段前的缓冲区用于放置包装前的线束; 装配板下方安装传送带,确保线束分支从一个工段输送到另一个工段; 装配线由19 名操作员提供服务。 模拟了每天8小时,每周5天,即2400 分钟的单班制,如下图所示:  图 5 动态装配线仿真 在模拟之后,注意到在工段 4 之后,每个工段的空闲时间逐渐增加,在最后一个工段达到 97.56% 的百分比。 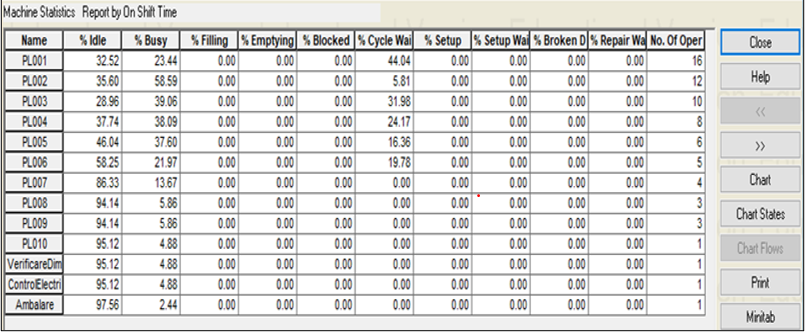 图 6 换班模拟统计分析 这一事实会影响生产率,导致生产流程堵塞,如下图所示: 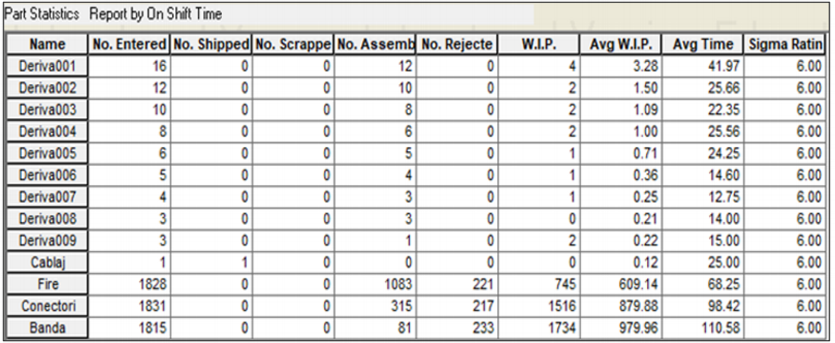 图 7 零件统计:按轮班时间报告 为了优化装配流程,考虑了三个假设: 第一个假设是通过消除所有工段的空闲时间来减少工作时间,从而解锁生产。在使用修改后的工作时间进行新的模拟后,数据显示此变体无法解决堵塞问题; 第二个假设是将“内部允许时间”(生产线供应时间)减半将有助于减少工段的空闲时间;模拟一个班次的装配流程后,没有发现任何改进; 第三个假设包括重新分配分配给每个工段的操作并重新评估装配线的工作量。这次消除了堵塞,减少了空闲时间,从而提高了装配线的生产率;根据该假设进行模拟后获得的结果表明,重新分配操作和缩减操作员规模 (OP 13) 可以优化生产流程。 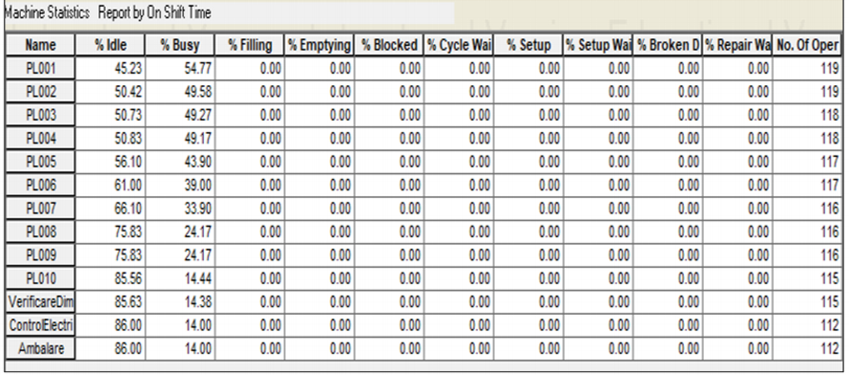 图 8 优化后的换班模拟统计分析 对比优化后与优化前的结果,可以看出优化后流水线的流动性明显提高,生产周期之间的等待时间被消除。 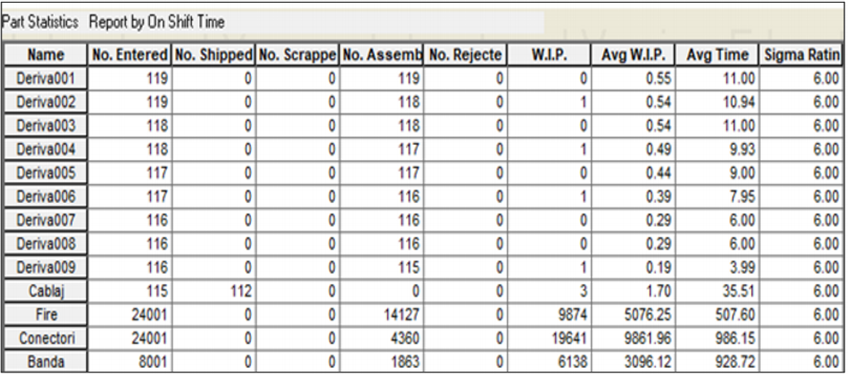 图 9 优化后的零件统计:按轮班时间报告 案例研究表明,对于线束装配,由于自动化程度低,影响生产率的主要因素是作业到工位的分布。高负载工段应由经验丰富的操作员(具有高度灵活性)提供服务,并且应战略性地跨线放置,以确保装配流程的流动性并减少等待时间。 线束未来专业于:为汽车线束企业及设计人员提供创新、设计、开发、工艺、生产、质量、标准、实验等为核心的服务平台,包括设计/开发经验分享、产品替代库、技术文档、技术标准、技术视频、求职招聘、企业信息等服务。 |














