|
按照ISO 26262中提出的整车开发V字模型和线束实际开发流程,线束的尺寸链设计可概括为4个步骤。
2.1 线束3D数据设计利用整车环境数据,完成整车电线束的3D数据设计,其中包括线束拓扑设计、整体布置、外径设计、外保护、连接器及定位件等物料选型、运动部件间的线束包络设计、线束装配空间确认等。完整、准确的线束3D数据设计方案是保证线束尺寸链设计精度的前提。 2.2 线束尺寸链设计线束尺寸链设计是线束图纸综合生成过程中的重要环节。通过CATIA的3D数据,导入到CHS或CATIA的工程图纸中,实现线束尺寸数据的转换。在得到初版的线束图纸后,根据设计方案及装车验证情况,对线束尺寸标注进行优化,实现尺寸闭环,建立各尺寸间的关联性,形成尺寸链。 2.3 线束尺寸链核算及公差设定在得到线束图纸后,根据极限公差和设计要求,对线束图纸上的尺寸链逐一核算确认,确保在公差范围内的产品满足设计要求。特别是,对车内空间小、尺寸精度要求高或装配性要求高的位置,一般会额外设定尺寸链及公差要求,以保证线束产品的装车状态。1) 对单一分支上的尺寸链,存在如下关系:设线束总长度为L总,分为N段,每段长度为L1、L2…LN,L总对应的公差为Δ,L1的公差为Δ1,L2的公差为Δ2…LN的公差为ΔN,则有:  即尺寸链的总尺寸为各分段尺寸之和,各分段尺寸与公差之和不能超过总尺寸与公差之和。 2) 线束主干外径通常较粗,主干上分支点的相对位置会受到主干尺寸及公差的影响。因此在尺寸链核算时,应注意对线束分支点的位置偏差的检查。如图1所示,设线束主干尺寸为L,公差为Δ,在主干上有分支点N,分支点N两侧的尺寸为L1和L2,对应公差为Δ1和Δ2,在线束主干走极限偏差时,分支点N垂直主干的偏移量为ΔN,分支点N两侧的尺寸为X、Y,则有:  在此情况下,当L1=L2时,将出现偏移量ΔN的极大值,此时: 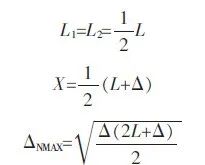 综上,点N的偏移量与线束主干的长度、主干公差和点N位置有关,如果L=200mm,公差按表1所示,则ΔNMAX=32.02mm,远超过设计公差要求,而点N处的线束分支也会发生同样距离的偏移。 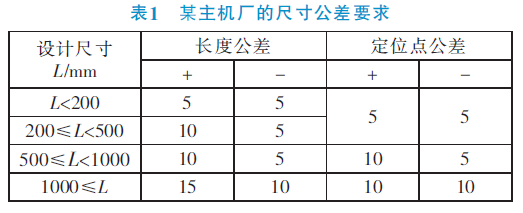 即主干的尺寸链设计会影响分支点的偏移量,而进一步影响分支整体位置。3) 通过前面论述,线束的尺寸链和公差、主干与分支点的尺寸链及公差设计都会影响线束产品的装配状态,装配后的线束在整车中处于立体空间内,更会在空间中发生偏移。线束通过定位件及支架等实现自身的固定,因此定位件和支架的尺寸链设定也非常重要。设计定位点间的尺寸链,既要充分考虑线束在极限偏差下,定位点的偏移量,同时又要避免出现公差累积,防止小公差累积成大公差,最终出现定位点错位的情况。例如某段线束上的定位点位置如图2所示。 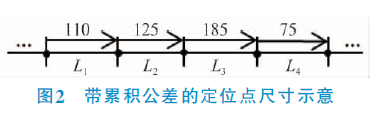 按表1所示的定位点公差,则在各尺寸都走上偏差的情况下,L4的偏移公差可达到15mm,加上自身尺寸公差,最大偏移可达20mm,远超设计要求。因此,要设定合理合适的尺寸测量方式,消除累积公差。将图2的线束定位点尺寸标注换一种形式,即可消除累积公差,如图3所示。 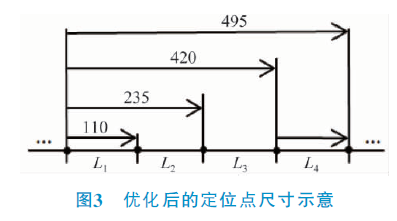 图3中,测量尺寸和尺寸数量没有变化,但在实际生产中,这种标注尺寸会消除公差累积,同时大大降低每个尺寸的实际公差产生,进一步提高设计精准度。理论上每段尺寸都是±5的公差,而实际上4段尺寸分担了±5的公差。即可通过设定尺寸标注及测量方式消除累积公差。由于线束是柔性零件,线束装配后无法保证100%一致,因此线束的尺寸标注及测量点建议选取整车上相对固定的位置,例如车身上的钣金孔、搭铁点、电器件的接口、焊接螺柱等精度较高的空间位置,不建议采用线束的分支点、运动部件的某个点作为尺寸测量点。 2.4 设计验证及优化线束尺寸链及公差设计完成后,通过理论核算及实车验证的方式,实现对线束设计方案的检验及优化。理论核算,从3D数据、尺寸链及公差设计等维度考虑,充分识别在极限公差下的线束3D数据包络面,以及在线束公差范围内产品的实际情况,确认线束与整车环境数据的关系。实车验证,通过实车拆装线束,检查线束与整车之间的装配关系及线束实车状态,进一步判断线束设计的精细程度。 线束未来专业于:为汽车线束企业及设计人员提供创新、设计、开发、工艺、生产、质量、标准、实验等为核心的服务平台,包括设计/开发经验分享、产品替代库、技术文档、技术标准、技术视频、求职招聘、企业信息等服务。 |