|
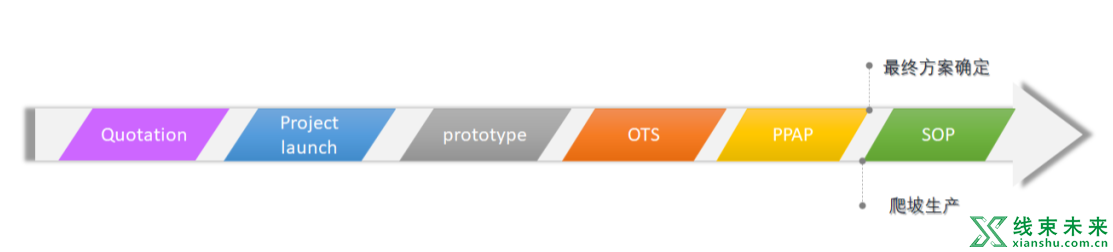
线束工艺设计的最终确认方法与流程 最终方案确定 概念:在批量生产的爬坡前,工艺工程师需要对划分工位后的工艺方法(即sop时使用的工艺方法)进行验证,验证的过程中进行调整和再验证,最终确定下来的工艺方法便是最终方案。 确定方案的时间:在PPAP阶段后期,正式爬坡前,工艺工程师需要完成最终方案的确定。 确定方案的目的 1.为了在正式爬坡时工艺过程运行顺利。验证过程中发现的问题可以尽早解决,不遗留到爬坡期间。
2.爬坡早期不会出现重大问题和瓶颈工位。
3.可以使团队在规定时间内完成爬坡,顺利进入SOP阶段,和客户的SOP阶段无缝衔接
4.保证爬坡阶段生产的线束质量完好。
最终方案确定的标准
A. 每个工位按照工艺方法运行后平顺。所谓平顺即工艺方法操作流畅,人与人、人机配合默契,无冲突或等待。具体标准如下: 装配顺序正确。 对于线束总装的装配,人工操作的步骤繁复,在制定工艺方法时,尤其要注意装配的顺序,装配顺序虽然在验收操作卡片时已经初步验证过,但是在最终方案确定时,仍旧需要研究和分析装配的内容和顺序,因为这些工作内容需要在节拍时间内完成。在此阶段更加注重操作者在工站上的操作细节,如物料的拿取是否符合操作顺序,工装板上多人操作是否有冲突等。 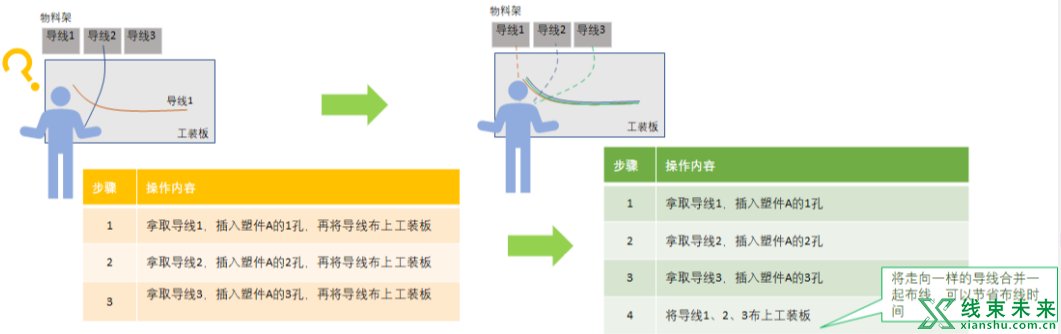
B. 每个工位完成线束组装的时间在节拍内。我们要求每个工位的有效(增值)操作时间不仅需要在节拍时间内,还需要无限地接近节拍时间,这样才能保证操作工的效率最大化。效率的最大化即在规定的时间内,人员有效(增值)的操作时间最大化。概念中涉及到有效的、增值的操作时间,具体理解如下: 对于线束生产过程中的操作,划分为以下四种: 1.增值动作:即有效的操作,对于线束生产必要的操作,如插端子、绕胶带、安装定位件,这些都是零部件装配时的必要动作,除去这些操作,则无法组装成线束。 2.不增值动作:即无效的操作,对于线束生产不必要的操作,如理顺导线防止导线紊乱、插端子时由于手拿端子的方向不正确,需要转动导线调整端子方向、物料掉落捡起等,这些动作时在装配时产生的额外的动作,会影响装配的时间,这些动作是IE需要去发现,去消除的动作。 3.等待:即在节拍时间内的等待。等待分为两种,一种为员工已经完成本工位的所有工作,但还没到节拍时间,无事可做,说明此工位的工作量还不够。另一种为员工需要上一工位传递来的线才能完成本工位的操作,但到了节拍时间,没有传递来的线,说明上一工位出现瓶颈,无法在节拍时间内完成工作传递到下个工位。这些等待也是IE需要去消除的。 4. 走动:员工操作时,需从A点移动到B点才可以进入操作,在A到B的过冲中无任何操作,只有步行。最常见的情况便是一个员工操作两个工站,员工需从A走到B。这些走动的时间也是不希望出现的,因此在工站布局时,将同一员工要操作的内容尽量放在一个工站,或工站件尽量靠近放置,避免走动。 
我们希望在有限的节拍时间内,将员工的增值操作排满,并在最终方案确定期间验证可行。 C. 工位与工位间的衔接明确且流畅。具体体现在以下几个方面: 1. 线束在工位间流转时,传递用的工具设计合理,员工更容易摆放线束,线束在传递工具上的放置方式明确,不伤线束,放置的数量定义清晰。 2. 传递过程简单,员工易操作,同时下个工位拿取线束方便 3. 信息传递完整,无遗失。本工位拿到线束后,清楚地指导手中的线束型号或ID,在测试线束环节,需要用线束ID调取对应的线束程序,因此在传递过程中,显示线束ID的载体,如线束订单或标签需和线束自身一致,不能在传递时丢失身份。
最终方案确定的方法
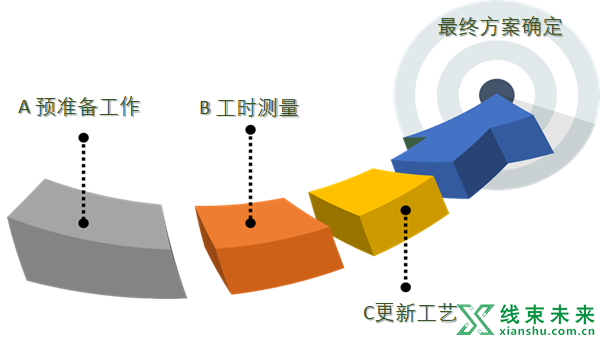
A. 预准备工作:在最终方案确定前需要一些预准备,这些工作需提前准备到位才能实施工艺方法的验证。具体明细如下: 1.工装和设备状态为最新且已经通过放行。由于线束工程更改频繁,即使在爬坡阶段也难免会有工程更改,因此现场的工装和设备需确保工程更改已经被正确地实施,并且已经被质量部验收通过,可以用于生产。 2.现场生产区域布局完整,无缺失。工装架摆放位置正确,工装和设备完好,无故障,所用工具位置摆放正确。 3.工艺方法已经过IE的初步验证,且工程状态为最新状态。 4.各种生产所需的参数状态为最新且已经通过验证和放行。 5.导线和其他原材料使用正确的承载方式(导线筒、物料盒等)且在工装架上的位置摆放正确 6.连接系统完整。所使用的连接工具设计合理,信息传递连续完整,信息起始端所用的传递信息的载体(线束订单、信息卡、标签) 都已准备妥当。 7. 网络连接良好,测试结果记录和通讯、线束跟踪系统等运行正常,标签打印正常且标签上显示的信息正确 8. 操作人员就位。要求操作人员非新员工,需要有丰富生产经验的员工,或有本线束生产经验的员工,对此线束的装配工艺很熟悉且操作很熟练。当有多员工在同一工站操作时,需配齐此工站上的员工数量,同时进行验证,否则验证不出是否有工位间的冲突。 
根据工艺卡片,将每个工位的操作内容划分成若干个动作单元,放入动作列表中。划分时需注意对动作划分的大小适度,一般IE都是用秒表在现场手工进行测量,测量本身存在误差,如果划分得过细,则测量时存在的误差会被放大,导致此动作的工时不准确,若划分得过粗,则在平衡工位时,无法得到部分动作移到给其他工位后,此动作的实际工时。根据经验,一般遵循这样的划分方法: 1:从物料架上取导线,插端子,布导线。(此3个动作一般组成一个动作单元来测)
2:从物料架上取塑件,将塑件放在固定的夹具中。
3:同一工位,同一塑件中的回路,分成若干动作单元来测,一个动作单元中含2个以上回路
4:从物料架上取胶带,撕开胶带,缠绕分支。一般一个分支一个动作单元。
5:从物料架上取定位件,安装定位件,切除尾部。 - 工时测量: 待预准备工作完成,则IE需对每个工位进行研究并测量其操作工时。具体实施方法如下: 实测工时: 划分完动作单元后,填入工时测量表中,然后根据动作测量工时,需记录10个有效数据。有效数据的判断 原则: 当该单元的操作时间≤30秒,则10组数据的范围应在:90%*Average(10组数据) ~ 110%*Average(10组数据) 当该单元的操作时间>30秒,则10组数据的范围应在:95%*Average(10组数据) ~ 105%*Average(10组数据) 需将走动和等待的时间也测量在内。除了记录实际操作的工时外,还需要观察员工在操作时的细节。在测量工时时,需要分清增值和不增值的动作,若发现操作中有存在不增值动作,则该实测的工时需要特殊标注,改进后再进行重测。 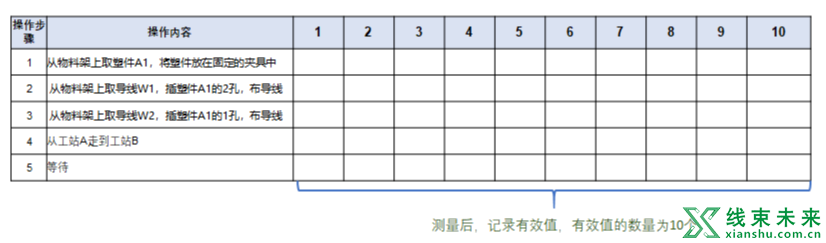
- 平衡工位: 将各工位的工时进行相加和提取,形成工位平衡墙。对工位平衡墙进行分析和调整工作内容:
a.消除瓶颈工位:将超出节拍工时的工作移到未满节拍的工位,如下图中工位3的部分工作移到工位2
b.消除走动时间:观察实际操作,将需要走动的部分尽量放在一起操作
c.消除等待时间:将其他工位溢出的工作移给该工位
d.发现不增值的工作,优化工位,增加增值工作内容,提高效率 - 工位平衡后
得到新的工位工作内容后需重新测量该工位的工时,验证平衡后的方案是否可行。若验证后仍有不平衡,需再次重复上述操作。 C. 更新工艺:工位平衡后,需要更新的内容如下,按照实际情况确定具体更新项。
1.更新工艺操作卡片,需重新交给质量放行。
2.更新工位平衡墙
3.更新工装板内容,特别是kit板和流水线总装板的内容,更新后仍需质量放行。
4.更新设备操作的内容,参数调整等,更新后交由质量放行
5.更新工装架包括连接系统的工具,由于工作量的调整,相应使用的物料也会调整,相应的工装架取增减位置给物料放置,同时更新物料的标签
6.更新信息流,线束订单/标签等信息根据最新的工位信息进行更正
7.更新现场layout,实施最新的方法,质量重新放行现场
8.按照最新的工艺方案,培训现场操作员,让其熟悉方法。
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。
| 













 |Archiver|手机版|小黑屋|线束未来-汽车线束的未来-线束知识-线束资料-线束标准-线束材料-线束智造-线束视频-产品云库-线束企业-求职招聘
( 冀ICP备2022002228号 )
|Archiver|手机版|小黑屋|线束未来-汽车线束的未来-线束知识-线束资料-线束标准-线束材料-线束智造-线束视频-产品云库-线束企业-求职招聘
( 冀ICP备2022002228号 )