
|
1.1导线选用 目前主要汽车制造国家如美国、德国、法国和日本都制定了汽车线的本国标准或行业标准。美国:SAEJ1128、1678; 德国: DIN72551; 日本: JASOD611、JASOD608;法国: NFR13414、13415; 国际标准: ISO6722。常用的导线种类有日标(AVSS等)、国标(QVR)、德标(FLRY)、美标等几大系列。AVSS (AVS) 导线的特点是薄皮绝缘,柔韧性较好; QVR的特点是绝缘皮厚, 比较柔软, 延展性好; 德标导线绝缘皮更薄, 柔韧性好; 美标导线绝缘皮一般为热塑性或热固性弹性体, 还有经过辐照工艺加工的。
OEM可根据线束布置位置的温度、环境(潮湿、耐磨等) 条件和电流承载能力以及线束制作过程中的孔位大小、二次返修、便于操作等情况进行决定采用哪种类型的导线,一般推荐使用在压接条件允许情况下线径尽量粗且耐高温的导线, 并且线的绝缘应在400V电压以上。 线束的两个线头连接处的压接应符合国家或者行业标, 可以参考QC/T 29106—2014, 对压接处的处理应考虑到绝缘、耐高温和耐磨的要求, 防止压接处的线头刺破胶带导致短路。需热缩部位位于热缩管中央, 热缩后无绝缘层融化、热缩不彻底或刺破现象, 双层热缩管热缩时, 两侧必须有胶状物流出, 且无缝隙, 导线无烤焦、铜丝扎出、铜丝漏出现象。 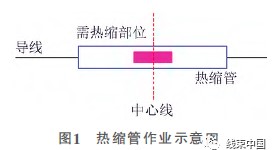 图1为热缩管作业示意图。热缩管作业注意事项:①圆形片式端子, 热缩管不能超过外圆的切边;②方形片式端子, 热缩管不能超过方形外边;③其他端子, 热缩管不能影响端子插值。图2为热缩管在端子头部放置示意图。 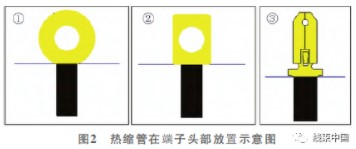 1.2 导线规格 EMS在提供的线束图上对线径有推荐的值。考虑到国内线束的材质和品质, OEM在设计线束时应选用推荐的线径或者使用大于推荐线径的导线规格, 以保证线束性能满足系统要求。ECU引脚定义示意如图3所示。  1.3 线束线阻 当导线上存在较大线阻时会在导线上产生较大的线上压降从而影响信号的准确性, 对导线的电阻(ECU母端接插件端到传感器、执行器母端接插件端的电阻) 提出如下要求。 1) 点火驱动信号、点火搭铁、电子搭铁、功率搭铁 2) 其它信号 1.4 双绞线/屏蔽线 对发动机控制管理系统中的微弱信号和敏感信号要求使用双绞线和屏蔽线, 微弱和敏感信号包括爆震信号、曲轴传感器信号、凸轮轴传感器信号、CAN、LIN、车速信号。 1) 双绞线的绞距应该在20~100mm之间, 同一束线束中布置的不同双绞线的绞距应该不同。 2) 屏蔽线常用的有单层屏蔽和双层屏蔽两种, 对单层屏蔽要求单端搭铁、对双层屏蔽要求外层两端搭铁, 内层单端同电势搭铁。屏蔽线中的屏蔽层在零部件接插件端应该保留到接插件处, 屏蔽线中屏蔽搭铁应与ECU的搭铁线在同一电势平面上, 但是不建议接到ECU的搭铁点上。 1.5 接插件 EMS在提供零部件清单的同时会提供推荐使用与之对配的母端接插件型号, 建议使用EMS推荐的对配接插件。 接插件应与与发动机管理系统的传感器、执行器经过防水、振动、耐温等测试, 可以保证连接的强度和可靠性, 满足系统的要求。不同的零部件因安装位置的不同, 即使同一类型零部件的防水要求都不一样, 因此采用非推荐型号接插件时, 请进行相应的测试, 以保证接插件性能满足要求。 塑件/端子点检表详见表1。 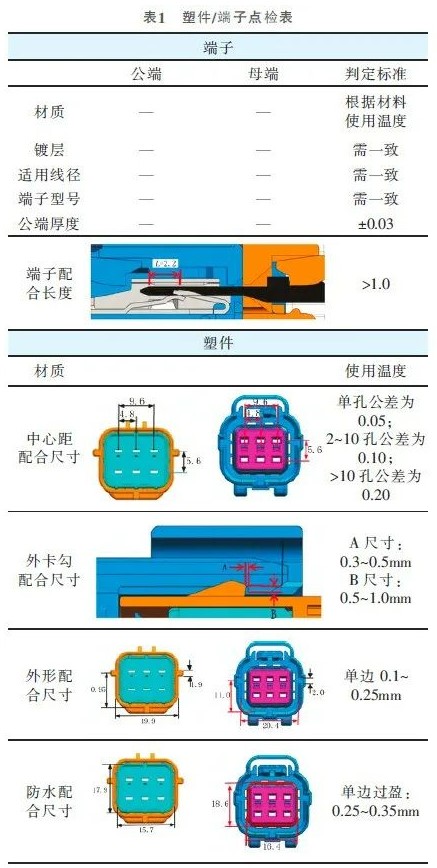 1.6 接插件针脚处理 ECU接插件针脚为镀锡处理, 因此要求选择的对配接插件同样采用镀锡处理接插件中大插针和小插针在压接的要求上是不同的, OEM可以根据自己的规范和行业标准对线束制作厂提出要求, 避免因压接品质导致系统不稳定。 接线头压接可参考下面的方式, 压接需要一次完成。端子接线压接如图4所示。  图4中, a的长度为0.1~0.5mm, b的长度为0.1~0.5mm,c的长度为 在接插件内部, 一般母端插件小端子脚位安装孔内自带防水胶垫, 可以在安装后直接插入过盈配合起到防水效果, 但在大端子脚位安装孔内无防水胶垫, 因此在进行大端子压线时要先将防水堵套在导线的绝缘处进行压接。接插件中未使用的针孔应做防水密封处理, 防止水通过针孔流入到ECU针脚处, 腐蚀针脚导致接触不良和短路。封堵可以使用对配接插件厂商提供的盲堵或者插针, 也可以使用注塑的方式。 线束未来专业于:为汽车线束企业及设计人员提供创新、设计、开发、工艺、生产、质量、标准、实验等为核心的服务平台,包括设计/开发经验分享、产品替代库、技术文档、技术标准、技术视频、求职招聘、企业信息等服务。 |















