|
超声波焊接和U型压接作为汽车线束导线间连接的两种主要方式在公司得到了广泛应用。本文线束未来主要介绍汽车线束生产制造中的超声波焊接和 U 型件压接这两种导线间的连接方式,并对这两种方式的优劣进行了对比分析,可为汽车线束生产过程中导线间的连接方式的选取提供参考和方向。 随着汽车电器功能越来越复杂,品种越来越多,线束作为汽车各电器之间信号传输的媒介,线束导线之间的回路关系也越来越复杂,各导线之间的打卡点也越来越多,比如重卡汽车驾驶室线束有上百个卡点。 因此,打卡工艺是线束压接工序中很重要的一环,打卡方式的选择以及打卡设备的选型等问题是线束工艺设计人员乃至公司生产都必须要考虑的。
1 汽车线束打卡的主要方式和介绍
打卡在汽车线束行业中是指把各导线剥掉绝缘皮后裸露的铜丝通过焊接或压接的方式连接起来使其形成回路。卡点是指各导线打卡的位置,根据导线之间卡点的位置打卡方式可分为开口打卡和对接打卡。 开口打卡是指主线为一整根导线且卡点位置在主线上但不在主线两端,其余导线焊接在主线剥掉绝缘皮位置处,故也叫中剥打卡。 对接打卡是指卡点位置在导线端头处,导线一端和其他需打卡的导线一端通过压接或焊接连接起来,可以是一根导线与多根导线对打也可以是两根或两根以上导线和多根导线对打,其中两端都参与打卡的导线称为过渡线。单边打卡是对接打卡的一种特殊方式,即所有导线都在同一边焊接或压接。开口打卡和对接打卡如图 1 所示。 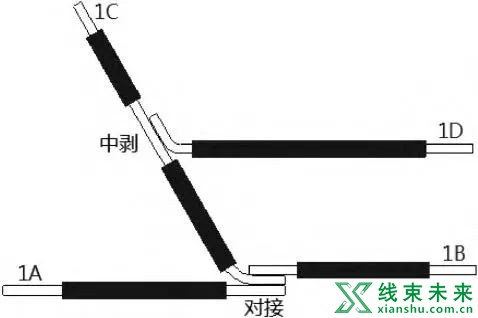
图1 开口和对接打卡示意图 打卡从设备和原理上的不同可分为超声波焊接和 U 型件压接两种。 超声波焊接是通过高频的机械振动使焊接材料表面重新组合的焊接方式,是介于冷压焊和摩擦焊之间的一种工艺,它是把低频电转变成高频电再把高频电能转换成高频机械振动能,然后将高频机械振动能传递到需要焊接的两金属表面并施加一个垂直作用在焊接表面上的压力,使两金属表面相互摩擦形成热能令金属熔化,并在短暂的压力下使熔化物在粘合面固化时形成分子层间的熔合。 超声波焊接原理如图 2 所示。U 型件压接是根据接点线径总和选择 U 型件和压接机,并为每个型号的 U 型件制定专用的压接模具和钳口,然后将两根或两根以上的导线借助 U 型件压接设备冷冲压在一起的过程,U 型件压接是通过金属件的 U 型部位对电线铜丝进行简单物理挤压,利用相邻铜丝之间的表面摩擦力来保证电线与 U 型件之间的连接。 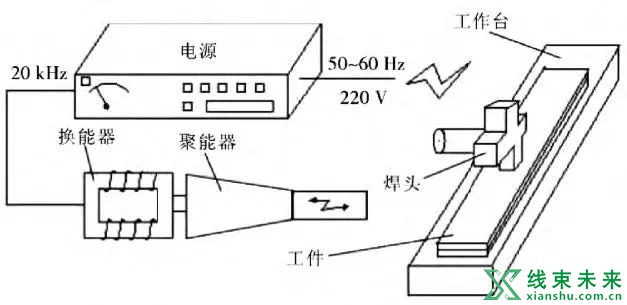
图2 超声波焊接原理示意图
2 超声波焊接和U型件压接的对比分析
2.1 导电性能的对比分析电压降是衡量导线导电性能的重要指标,所谓电压降是指电流流通时,在电阻两端形成的电位差。根据欧姆定律 U=RI,当电路的电流一定时,电压与电阻成正比,即阻值越大电压降也越大,阻值越小电压降也越小[2]。绝缘导线的电压降 U 计算方法为: U=IPL/A (1) 式中,U—电压降;P—电阻率;L—导线长度;A—导线截面积。 U 型件压接是对导线铜丝进行简单挤压使铜丝产生物理变形所形成的摩擦力来连接,导线中相邻铜丝仍为独立金属个体且不可能完全接触而形成空洞,这些空洞的存在是不可避免的,会导致压接部位电阻率 P 增大,电压降 U 也增大,导电性下降,进而降低电信号的传输质量,影响电器及电子设备的正常工作。超声波焊接后相邻金属熔为一个整体,比 U 型件压接焊接部位的密实度更好,不会出现空洞,电阻率低接近于零,在同样条件下超声波焊接的电压降更低,导电性及信号传输质量更好。另外,超声波焊接的部位比 U 型件压接的电阻低,减轻了因接触电阻引起的热量堆积,一定程度上避免了线束局部温度升高造成的线束烧毁的质量隐患。 2.2 使用范围的对比分析超声波焊接对提高导线信号传输质量和电流输送能力是非常有效的,而且也可以提高汽车电气系统的稳定性,如横截面积 10 mm2以上导线和控制器局域网络(Controller Area Network, CAN)线一般要求用超声波焊接。但超声波振动会破坏镀层,铜表面镀层如镀银、镀锌、镀锡等有着防氧化、提高导电性的作用。铜丝镀锡对超声波焊接的影响很大,锡跟铜的熔点相差很大,焊接时锡层很快处于熔化状态,从而阻断铜原子的结合,影响焊接质量,对于有镀层的导线一般会要求用 U 型件压接。 2.3 焊接品质的对比分析超声波焊接材料具有不熔融、不脆的金属特性,内部受外界水分、灰尘、油气等不良影响极小,不易产生铜丝锈蚀、氧化等不良状况,从而避免线束导电及信号传输性能的下降,卡点连接可靠性高。U型件压接部位线芯存在残余应力,存在金属冲压反弹风险,并在恶劣工况下存在氧化和生锈风险,没有超声波焊接可靠[3]。超声波焊接在焊接处呈矩形状,无松散的芯线、断头或裂开的芯线,而且导线没有弯曲自熔合处呈直线引出。超声波焊接可能出现超量焊瘤刺穿防护热缩管、线芯末端伸展至复叠在导线绝缘层上、导线自熔合处不是呈直线引出、线芯飞出刺穿防护热缩管、熔焊过程造成一股或多股断头芯线(一般要求每根导线缺失芯线数不超过10%)的不良品。U 型件压接可能出现线芯飞出刺穿防护热缩管、线芯末端伸展至复叠在导线绝缘层上、线皮被打卡件压住、打卡线径总和与打卡件不匹配的不良品。 2.4 成本的对比分析超声波焊接要求金属材料韧性好(声波传递过程中机械损耗小),所以最常用的材料为铝合金及钛合金,但超声波金属焊接要求焊头耐磨损(要求较高的硬度),这使材料的选择变得比较困难,因为硬度和韧性是天生对立的,这就要求选择非常高要求的优质钢材料,使焊头的有效寿命尽量提高,因此造价很高。超声波焊接机价格一般比压接机价格高,初始投资较高。使用 U 型件压接时线束中的每一个卡点都需用一个 U 型件,卡点多、批量大的线束产品所用 U 型件数量大,累积费用高,比如 U 型件价格为 0.05 元/个,驾驶室线束卡点数量为 100 个/挂,则生产 1 000 挂驾驶室线束 U 型件的总费用就有5 000 元。 2.5 操作性的对比分析进行超声波焊接和 U 型件压接前,需先整理焊接的电线剥头铜丝,避免出现铜丝翘起、毛刺、铜丝散乱、沾染异物等不良。 超声波焊接过程中导线应垂直重叠排列,并且大截面积导线应在下面靠近焊接工具头,以使焊接充分。导体应紧靠铁砧面放置,彼此紧贴在一起,以使焊接后有足够的坚固性。导体重叠的长度一般应介于 5 mm~7 mm,重叠长度太短焊接强度不易保证,重叠长度太长焊接端头易形成翘起,对下道工序操作不便[4]。焊接处表面一般不允许出现氧化、断丝、缺损和绝缘层熔化现象。超声波焊接操作示意图如图 3 所示。 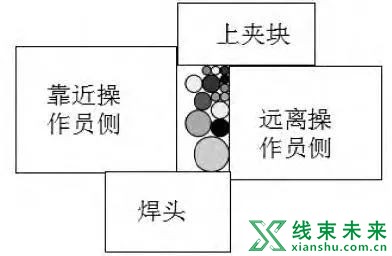
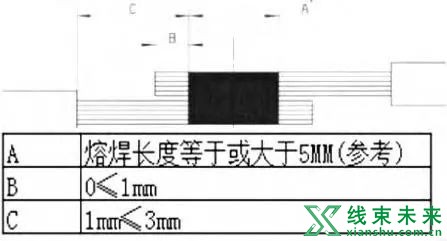
图3 超声波焊接操作示意图 U 型件压接生产速度快,设备简单。原则上 U型件压接导线根数不超过 5 根,导线推荐叠放顺序,导线按从粗到细、从上到下排列。导体应全部压入打卡件卷曲部分中,线端在 U 型件两侧应可见且绝缘皮到打卡件长度(C)不大于 3 mm,线芯伸出打卡件长度 0≤B≤1 mm。U 型件压接操作示意图如图 4所示。 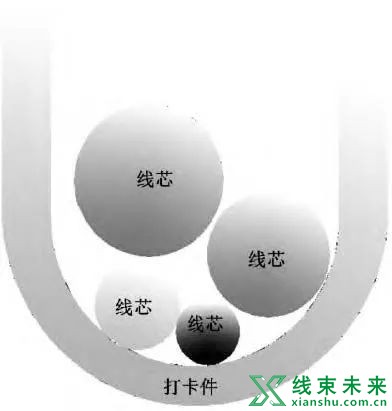
图4 U型件压接操作示意图
3 总结
超声波焊接比 U 型件压接电阻率低、电压降小,导电性能更好,可靠性更高,但设备投资大,焊头较贵,不能焊接有镀层的金属。U 型件压接比超声波焊接的使用范围更广、设备简单易操作,但 U 型件耗材使用大,与超声波焊接相比电阻率高、电压降大,导电性能较差,可靠性也较差。汽车线束制造厂家应对这两种导线连接方式进行综合评估,进行合理配置。但超声波焊接作为一种新型的先进焊接技术,具有导电性能优越、环保等明显的优势,是汽车线束制造的发展方向。
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。
| 














