|
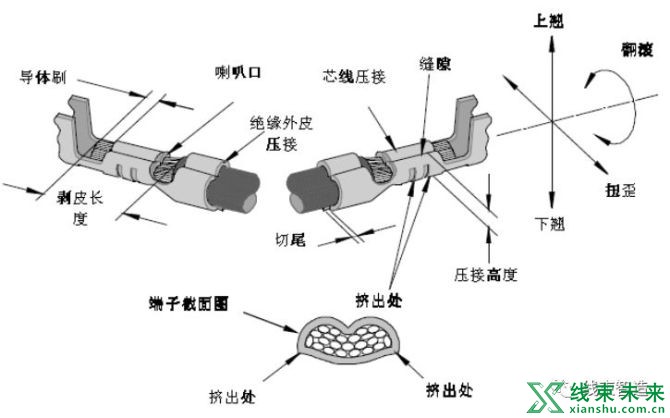
( 压接端子解析图 )
兼容性和导线准备
1.端子、导线和压模必须是 兼容 的。 在生产过程中必须保证使用正确的组件。 导线截面面积与外径必须符合端子配套要求。
2.压接前必须将电线绝缘层 剥除 。剥皮长度必须按照要求,保证导体与绝缘层在端子压接时的位置正确。绝缘层必须剪得 整齐 、 均匀 。
3.不允许有绝缘皮 残留 在已剥的导体上。
4.在剥线时不能 损坏或剪断 铜丝。
5.绝缘层被剥除后不能有铜丝 散乱或分开 。
6.导体铜丝不能 扭曲或捻成 线束。
7.如果剥好的线不马上压接,必须对剥好的导体末端进行 保护 防止铜丝散乱或弄脏氧化,比如剥线时半剥。
8.断好、剥好的线必须在 8周内 压接完。
导体末端
1. 导体 必须水平放置在端子压线框内,导体末端必须超出压线框且最长超出不能超过1mm。
2. 导体刷 不能妨碍端子的插拔和锁定功能,不能影响安装后的密封性和安全性。
3. 导体刷 不应当延伸到端子接插区域。
绝缘外皮末端
绝缘外皮末端必须伸出绝缘外皮压接框,但是不允许有绝缘外皮延伸到芯线压线框内。
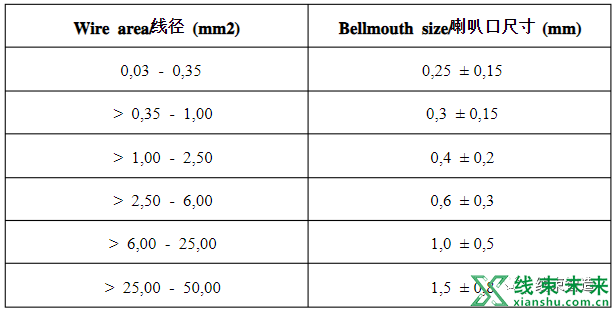
喇叭口
压接后在芯线压接框的边缘必须具有一个喇叭口,喇叭口的尺寸根据电线直径变化。
芯线压接框的前端喇叭口不是必须的,但是最大尺寸要求必须参照后端喇叭口的要求。
切
1.切尾明显且最长不能超过端子材料厚度的1.0到1.5倍。
2.切口毛边(毛刺)不得超过0.03mm。
3.切尾、毛刺不得妨碍端子的安装和连接,不能损坏电线的绝缘外皮,不能超出 安装壳体 从而影响整个接插件的密封性和安全性。
导体压接
1.压接尺寸和公差
⑴压接高度是压接连接中最重要的 质量特性 之一。
⑵压接高度测量是一种快速的、非破坏性的、适合批量生产控制的测量方法。压接的高度根据导体和 压接方式 的不同来制定不同的最佳压接高度。
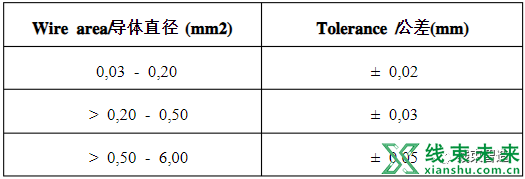
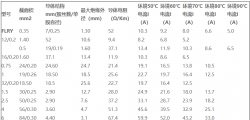
⑶压接高度的公差范围取决于 导体的直径 ,见下表:
⑷ 压接高度 包括它的公差确保了导体的良好压接和足够的拉脱力,不考虑压接框的公差和导体横截面积的公差。
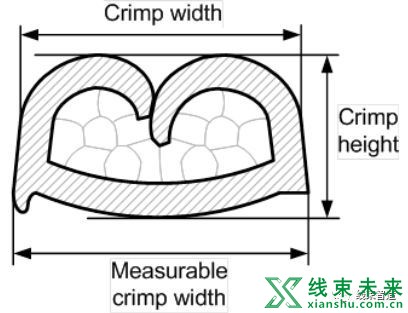
⑸ 压接宽度 是由压接工具横向尺寸来决定的。
⑹ 压接宽度 必须测量压接部位的底部宽度,且必须是在使用正确的工具前提下执行。
⑺ 压接高度 的测量必须是测量芯线压接框的 双半径中心 ,不要在芯线压接框喇叭口附近测量。
⑻在压接操作过程中必须 持续不断 的测量高度,并且在 每一生产批次和端子的变更 后/ 线束 变更 / 压接工具的设置 变更后,都要进行压接高度控制测量。见下图:
2.切片检测
⑴ 要求
①为评估压接工具的压接质量, 定期 进行芯线压接框的切片检测。
②切片必须是芯线压接框的 双半径中心 位置。
③切片时 不能影响 或 改变压接 导体内部的结构,必要时我们可以使用 填充物 (树脂或其他材料)来保证压接部位的稳定。
④切削和磨削的方向必须与端子开口 相反 。
( 切片放大图 )
⑵ 压接
① 芯线压接框内必须被导体完全充满,所有的导体铜丝都必须在芯线压接框内,并有明显的挤压感。由于不规则导致压接框内存在空隙是 允许 的。
② 压线框内侧的形状与导体吻合,很紧密地联系在一起。所有存在的导体铜丝都应该是在压线框内, 不允许 有任何导体铜丝在压线框外。
如果内部铜丝的压紧感不是很强或有松动感,必须检查导体铜丝的数量。
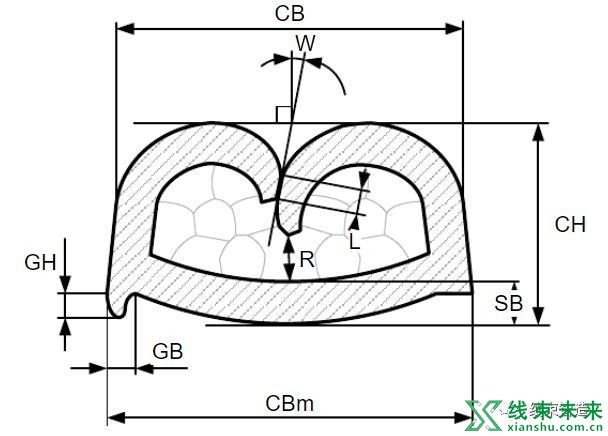
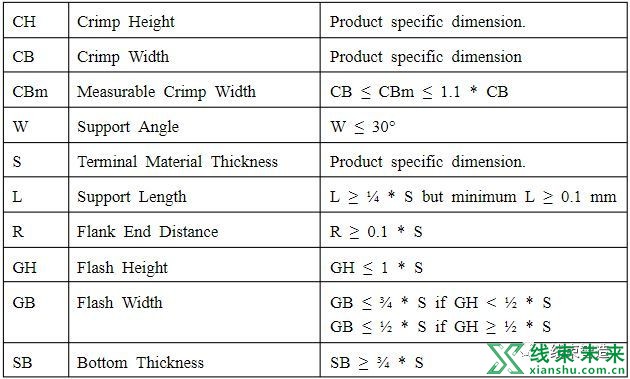
③ 避免过度压紧 ,测量压接过后的压线框底部厚度,见下表,底部厚度SB必须大于¾端子材料厚度。
⑶ 压线框压缝
① 过粗的导体 / 过大的压力 / 错误的压模 ,会损坏端子的 锁定装置 。
② 压线框必须有良好的接缝。两边的包体必须连接在一起并 互相支撑 。
③ 支撑长度L 必须大于 ¼端子材料厚度,但最小 不能低于 0.1mm。
⑷ 卷边的对称性和深度
① 如果 支撑长度 和 支撑角度 保持良好,压接框的卷边可以允许稍许不规则形状。
② 卷边 不能碰到压线框内壁。
③ 支撑角度W 可以小于30°。
⑸ 挤出(外展)
① 挤出的 高度GH 不能超过端子材料厚度。
② 挤出的 宽度GB 不能超出端子材料厚度的¾。长挤出的宽度不能超过½的材料厚度。
③ 压线框 底部不能出现破裂。
3.拉脱力
拉脱力测试 必须是脱离绝缘外皮的测试,这有利于生产过程的控制保证端子的良好压接。
绝缘外皮压接
1.绝缘外皮支撑
⑴在给定的最大电缆外径范围之内, 绝缘压接部分 能完全包裹住绝缘层。绝缘层压接要保证绝缘外皮压接框的两边卷边,必须互相接触重叠,且重叠部分至少要有一个端子材料的厚度。
⑵最小的电缆外径范围之内,可能绝缘外皮和压接框有一定的间隙( 取决于最大外径电缆和最小外径电缆的差距 )。但是,绝缘层压接框的 卷边 重叠部分,必须超过一半的卷边周长。
⑶绝缘层压接框的 卷边 ,可能会变形、压破绝缘外皮,但是绝对不能刺入到导体铜丝内。
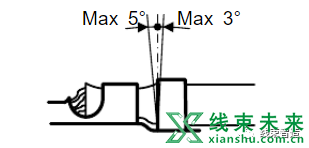
2.绝缘外皮压接的倾斜度
绝缘压接部位可以有向上的5°倾斜和向下的3°倾斜。见下图:
3.验证
⑴测量绝缘外皮 压接高度和宽度 时,必须检测相对平坦的部位。绝缘层压接宽度是由压接工具所决定的,无法调节。公差一般为-5%到+15%。
⑵由于电缆 外径的变化 比较大,所以不规定绝缘层压接高度。
⑶在经过几次弯曲试验以后,保证绝缘外皮压接 不松动、脱落 。
其他要求
1.损坏
端子的连接,特别是端子的锁定装置,在操作过程中不能损坏或变形。端子应该 非常轻松 地安装进配套壳体中。
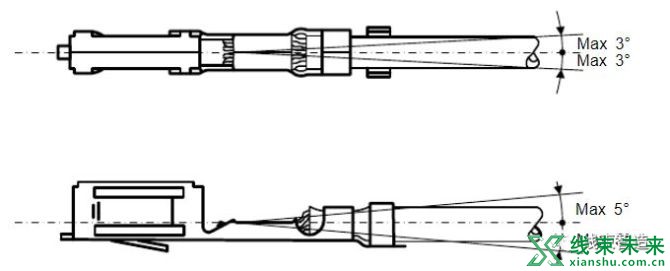
2.弯曲和扭曲
⑴端子压接区域的任意方向 弯曲度 不能超过3°。
⑵ 端子压接框的 扭曲度 不能超过5°。
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |