|
对压接中的导线股的 压缩性 进行分析时,需要进行一次金属分割。
如果在压接后,线股呈多边形且线股间 无缝隙 ,则其压缩性为正确。 利用放大率为2到25倍的 光学显微镜 (或双目镜) 对样品进行观察。
为确保压缩的质量,应对同一压接轴做三个切面图,每次都进行彻底的抛光处理。
对接点的切割
Cutting of Docking Points 1. 切割可以用手工锯,锋利的钳子,或精密截断机来完成。 2. 为避免接点处或压接处氧化,切割应在干燥环境中完成。
3. 在切割时应避免接点变形。
* 无密封性接点:在待检测的压接区域前1到2毫米处接点上进行切割。
* 以单纤节垫或线圈节垫密封的接点:撤销密封,并按照前述方法进行操作。
* 以热熔法密封的接点:这种情况下,只能根据平面图探索进行或多次实验来完成切割。
保护层
Protective Layer
1. 压接区域有一层金属树脂保护层。 2. 建议使用一种在紫外线下可聚合的树脂或冷处理后的透明树脂作为保护层。
3. 压接部应竖直放入模具 内。
4. 应避免使用在60摄氏度以上可聚合的树脂,以防止锡化。
涂有保护层的样品
Sample Coated With Protective Layer 对涂有保护层的样品进行准备工作:
这一步操作可以得到平行表面,并可以在选定的地方进行切割。在这一步操作中,我们使用精密截断机。
* 1) 在保护层的后部表面进行第一次切割,可得到一个表面。
* 2) 在压接区域的起点,切下样品的待观测面。
在这一步操作中,使用截断机的X轴进行调节。
金属抛光
Metal Polishing 1. 不得使压接区域造成变形。 禁止使用粗粒砂纸打磨。
2. 本文件的结尾处给出了抛光类型组的说明,这组抛光类型允许的打磨厚度是 400 μm左右。
3. 进行抛光后,样品应彻底干燥清洁,以避免任何抛光物析入样品 (特别是在热熔性密封的情况下 )。
这一组抛光操作应至少进行三次,以确认压接的足够长度。在每次抛光操作之间都要进行一次观测。
观测
Observation 在每一次抛光操作后,都要进行下列的所有操作: * 用放大率为*25或*50倍的放大镜进行观测,使压接的整体均进入像框。 * 用最大放大率进行观测,以获取所有细节。不必拍照。
* 测量压接的标度,包括高度和长度,测量时可利用一台剖面放映机,或在照片上测量,或用微型标尺。
在放大镜下直接测量。
测试点
Test Points
线股的压缩性
线股应呈多边形。
线股之间不得有空隙。
在三次观测的结果中,应至少有一次线股的压缩性是完全正确的。
对压接的毛边和裂纹的观测
毛边的高度不得超过金属条的厚度的二分之一。
毛边的不规则性说明压接工具已磨损。
在压接轴的弯折处不能出现裂纹。
对压接双翼的观测
双翼应能够互相触碰到,安放位置正确,并且完全对称。
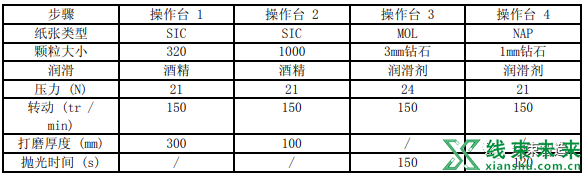
接头所用的抛光类型
这组抛光类型是用于STRUERS的Prepamatic自动抛光机上的。
这组类型也适用于其它机器。
我们进行四步抛光。
对样品进行清洁和润滑,在这个操作中使用酒精制品,这样可以避免样品外层的氧化。
抛光类型
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |