|
随着中国人力成本的逐步升高和品质管控的加严,原有的半自动裁线机、半自动端子压着机等设备逐渐不能满足汽车线束公司的加工需求。各汽车线束公司引入了大 量的全自动加工设备。自动化加工设备操作人员的培训及考核作也成为线束企业重点控制的项目。 随着中国汽车销量逐渐增大,全球各大整车厂逐步在中国布局大量整车生产基地。与整车配套生产的汽车线束公司逐步在各地建立生产基地。随着中国人力成本的逐步升高和品质管控的加严,原有的半自动裁线机、半自动端子压着机等设备逐渐不能满足汽车线束公司的加工需求。各汽车线束公司引入了大 量的全自动加工设备如库迈思( KOMAX)、 索铌格(Schleuniger)、鹤壁海昌(THB)等公司。
全自动加工设备供应商
全自动加工设备供应商主要有如库迈思( KOMAX)、 索铌格(Schleuniger)、鹤壁海昌(THB)等公司。 自动化加工设备依靠设备本身的加工精度,实现了高品质和高一致性。其将半自动裁线机和半自动端子压着机整合在一起,并增加了如防水栓穿着机、锡焊、超声波、端子穿着护套、压接后绞线等丰富的功能,实现了线束生产的部分自动化。因自动化加工设备设计较为合理,设备加工一致性远高于人工手工操作。 同时自动化加工设备也具备了多种加工检测能力,实现了在生产中对加工完成品的检测。但设备的运行仍然需要设备操作人员进行设备参数的设置,参数设置的好坏也就决定了加工产品的品质。所以,作为线束生产企业应当将自动化加工设备操作人员的培训及考核作为重点控制的项目。
01、压接品质控制的控制重点
自动化加工设备依靠压接机上配置的压力检测装置(如库迈思公司的CFA和其他公司的CFM等系统)可以检测压接完成的产品是否合格,但检测手段仍有一定的局限性。所以在无法完全依靠设备加工来保证产品品质的前提下,就需要设备的操作人员提升操作技能以控制自动化加工设备的加工品质。 自动化加工设备的压接品质控制要点主要为:导线的切断、剥皮品质和压接前物料模具相对状态。 这2个控制点主要为设备操作人员操作,设备操作人员的操作品质在很大程度上决定了压接品质。 首先,导线的切断、剥皮品质的控制需要设备技术人员对线缆的材质实际情况、刀片和设备加工一致性进行深入了解,根据长期收集的使用规律制定出较为合理的工艺参数,以帮助设备操作人员能更好地调试设备并保证加工产品的品质。 其次,压接前物料模具相对状态更多的是依靠设备操作人员的能力来进行调试。虽然设备技术人员可以提前设置一些设备工艺参数来更好地保证生产,但实际生产过程仍需要员工去细致地调整才能保证产品品质。需要调整的主要参数及对产品品质的影响见表1。 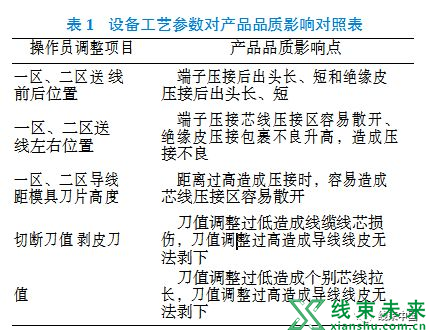
表1中的前3个调整项目因通过人眼能较为清晰地识别位置是否正确,经过培训和实际的操作就能较好控制。切断刀值和剥皮刀值这2个参数设置过程较为复杂,涉及导线的一致性、设备刀片的磨损程度和设备刀架精度3个变化量的影响,且新操作员较难有效判别参数设置的好坏,所以需要设备技术人员深入收集分析信息以提升操作人员的能力,进而更好地保证产品的加工品质。
02、切断刀值、剥皮刀值的定义及影响因素
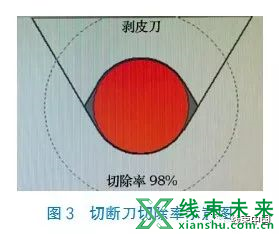
1)切断刀值是全自动加工设备的切断刀将线缆绝缘皮在不切伤线缆芯线的情况下,将线缆绝缘皮切断的工艺参数。 2)剥皮刀值是全自动加工设备的切断刀将线缆绝缘皮从线缆上去除时设定的工艺参数。 3)切断刀值、剥皮刀值的设定依据于线缆的品质及一致性、自动化加工设备的切断刀架的精度和刀片的磨损程度。 以上3点都会对最终的切断刀值、剥皮刀值产生影响,需要综合考虑。 首先,需要有效保证设备加工的线缆圆度,同时需要对线芯的同心度/偏心度进行控制,一般来说线芯的同心度/偏心度越高越好,但实际线材生产过程中很难保证,需要与线缆供应商进行充分沟通。线缆偏心度的判定方法为:将导线剖面后,测量线皮最厚及最 薄点的厚度,如图1所示。通过测量尺寸可得到线缆的 各项尺寸,作为设定刀值的输入。 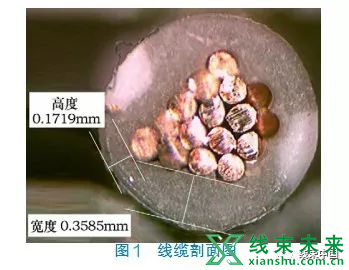
其次,需要测试设备切断刀架的精度,刀架的反复切断精度也影响了刀值的设定。在生产现场很难有简易的测试方法进行测试,但可通过刀架拆解使用专用工具实现精度恢复的方法保证。
最后是切断刀片的磨损程度。刀片在使用过程中切断刀片磨损得较为严重,随着使用时间的增加,刀片的锋利程度和刀片长度都会下降,最终影响刀值的设定。
03、切断刀值、剥皮刀值的设定
3.1 切断刀值的设定方法1)测试前准备 ①准备需测试的设备及经过培训可上岗操作的人员; ②准备需要测试的导线,同种规格的线缆多准备几种线色及厂家,同时注意尽量多准备几个线缆的生产批次; ③准备一套新的切断刀片并准备一套已使用过一段时间接近报废的刀片。 2)测试过程 ①让设备处于可用状态并安装新的切断刀片,之后在设备操作界面上调整刀值,调整完毕后每次由设备加工5个线材,之后确认线缆皮被切断的位置线缆的芯线上是否有痕迹。如未出现痕迹则持续向小调整切断刀值,直至出现芯线上有刀片切伤的伤痕。 ②有伤痕后需更换其他种类线色的线缆测试,如都出现切伤的伤痕则需将数值向大调整。图 3 为切断、剥皮刀值示意图。经测试多种同一线径多种线色都可稳定生产时,则将此切断刀值记录下来。通过查看设备操作界面右侧的图片(图4)可知:目前切断刀值的切除率为98%,状态良好。 ③将设备上的切断刀片更换为接近报废的刀片,按照上述测试过程①②重新进行测试,最终获得1个数值。 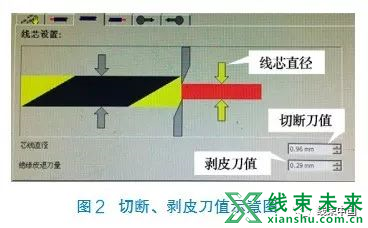
通过上述方法能够确定:在同线径的物料中,通过测试不同的颜色并测试了新旧刀片的切断数值,则该数据可作为切断刀值的参数,之后生产时,可使用此数据并根据加工的产品结果持续完善最终确定一个可稳定实施的切断刀值范围。 3.2 剥皮刀值的设定方法1) 测试前准备 与切刀刀值的准备内容相同,因剥皮刀一般来说磨损量很少,可不再测试新旧刀片。 2 ) 测试过程 切断刀值调试完成后,根据设备提供的默认剥皮刀值生产5根,确认是否有切伤线缆芯线的情况。如无问题之后设置剥皮刀值。剥皮刀值的数值是在切断刀值的基础上刀回缩多少毫米。设备有默认的数值,使用默认数值测试生产5根确认加工产品的状态。如剥皮不能将线皮去掉或线皮仅有一侧去掉的,应将剥皮刀值向小调整。对于线径>0.35 mm2的线 缆,剥皮刀值最小应>0.1 mm。
04、结 语
保证线束压接品质是一个非常系统性的工作,不仅需要较好的原材料(如线缆、端子、防水栓),同时也需要高可靠性的加工设备(如自动机、压接机、压接模具等),最后产品品质的保证依靠的是现场的作业人员,对于标准作业的执行、加工产品的自检、检验人员的检验都非常重要。 同时,设备的各项加工参数都是由员工来调节的,员工调节的能力也从一定程度上决定了加工产品的品质,通过设备技术人员的测试并形成一定的标准文件就可以很好地指导现场员工有效操作设备,更好地保证产品品质。 本文从现场生产实际出发,对自动化设备的参数调整进行了初步的研究,通过提高设备操作人员的能力以保证产品品质。
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。
| 














