|
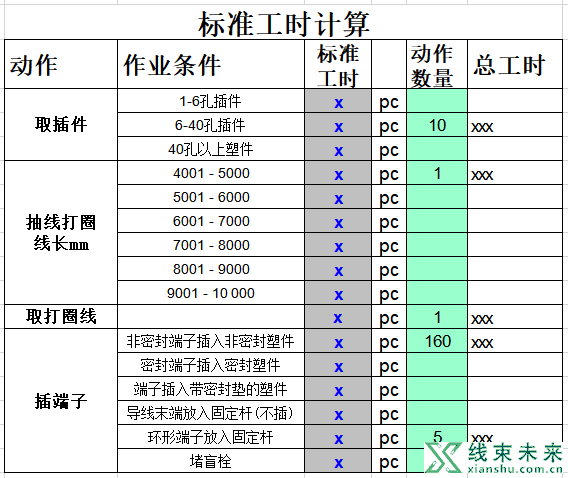
拿到图纸以后,您的企业怎么计算工时呢?本文主要介绍下标准工时计算方法,标准动作的时间分析(MOD模特法分析)。 1. 拍脑袋:我有一个类似项目,回路数跟这个差不多,大小好像也差不多,他的工时是3800秒,那这个我也定3800秒好了 2. 我有标准工时表,只需要把线束分解掉,按照不同工序,不同作业内容代入表格就好了。 你的企业是哪种类型?如果你要获得准确工时数据,妥妥的方法2啊!! 可是,可是,我没有标准工时表啊!怎么办啊? 没关系,我们来教你! 分享一种标准工时的计算方法:标准动作的时间分析(MOD模特法分析) 首先,我们来介绍一下标准工时计算表:
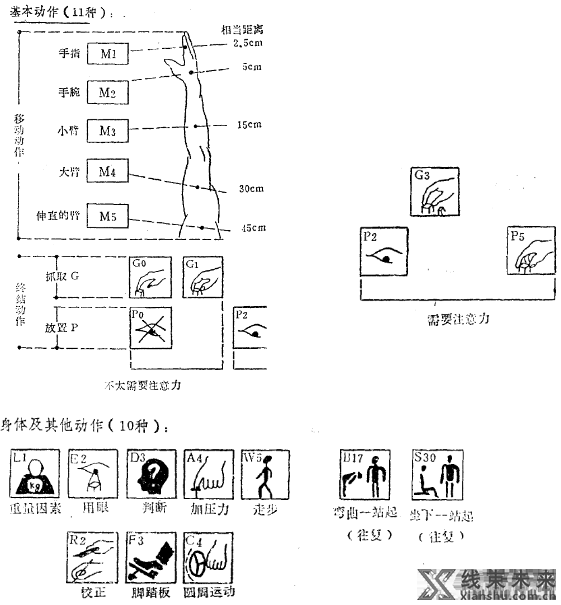
当然,这个表仅仅是线束分解动作中的一小部分,另外还有前工程的裁线、预装,后工程部分分装和流水线作业以及检验包装等动作。 从上表可见,没有标准工时的基本数据,就不会得到准确的产品总工时,因为你的依据就是不准确的!! 每个线束厂,自身的工艺条件各不相同:人员、全自动裁线机、自动化率、分装台、流水线等等这些都不一样。那么,有没有放之四海皆准的标准工时呢? 我告诉你,没有!!! 但是,好消息是,计算标准工时的方法是放之四海皆准的。比如我们今天要分享的这个MOD模特法分析。这个方法虽然很繁琐,但是也很准确。“非大毅力的人不能用也。” 让我们先引用一段取自网络的信息。 MOD法与秒表法都是测量工时的工具,两个可以随意调用,都是为了解决问题,不必拘泥于用哪一个,一个过程混用两种工具都可以,目的达到即可。但MOD法更适用于动作改善。 为什么“更适用于动作改善”呢,因为它标准呀!用这个做标准工时合适吗?答案是太合适了!---好吧,在某些方面。例如纯动作的插端子,布线,缠胶带等,就很适合用这个方法(裁线主要依靠设备,并不是特别合适MOD法分析)。 我们将介绍一下MOD法的组成要素和使用方法,并结合两个实例实际去应用一下。 MOD法原则: 1.所有由人进行的作业都是由共通的基本动作组成,模特法将实际生产作业中的人体基本动作分为21种; 2.不同人做同一动作(条件相同)所需的时间基本相同(误差<10%); 3.人身体不同部位动作,其动作所用时间值呈比例关系。如手的动作时间是手指动作的2倍。 以正常人速度最快、消耗最小的手指动作的时间消耗值作为单位时间叫做1MOD. 1MOD=0.129秒。 21个基本动作单元,每个动作以代号、图解、符号、时间值表示:
由此表可见,MOD法先把人的动作分成两大类,即基本动作(移动、终结)相其他动作(下肢动作、附加因素及其他动作)。在基本动作中分需要注意力和不大需要注意力的动作。表中的M、G、P、F、W、L、E、R等均为代号,代号后之数字即代表模特时间值,如M1即表示1MOD=0.129秒,M2即代表2MOD时间值,其余类推。
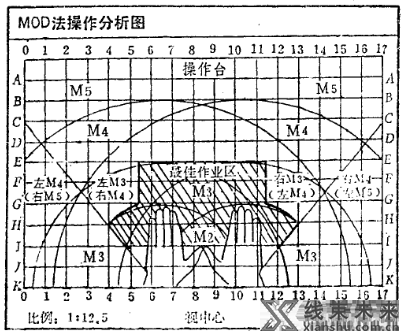
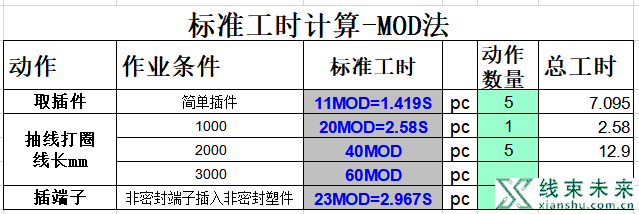
如上图,结合两个案例,我们先来分析一下。 取塑件动作可分解为:伸手(大臂动作)M4,眼睛注视E2,抓取G1,手持插件带至眼前30~35CM处(M4);这样我们就完成了一个抓取的动作。 那么,取塑件动作时间=M4+E2+G1+M4=11MOD=1.419S。 插端子动作(不带密封圈)可分解为:伸手(大臂动作)M4,眼睛注视E2,判断D3,抓取G1,手持导线带至眼前30~35CM处(M4),端子对齐E2插件孔位D3,插入A4,准备取第二根导线,因为是抓取细小导线,所以根据实际情况,我们还会会用到一个判断动作; 那么,插端子动作时间=M4+E2+D3+G1+M4+E2+D3+A4=23MOD=2.967S。 上述动作还没完,往往我们实际作业中不会每根导线都抽一次,而是根据实际情况几根导线一起抽线,所以我们还需要一个打圈动作(1圈)的标准时间(打圈直径30cm,一个圈的周长为30*3.14=94cm≈1米),分析如下:左手持端子端G1,右手捋导线G3,运动约1米M5,回来G3+M5交到左手G3,完成一个打圈动作,打圈一圈的时间=G1+G3+M5+G3+M5+G3=20MOD=2.58S,此数据作为一个标准动作,几米的导线就计算为几个打圈动作。 根据上述动作做出表格如下:
应用此方法也可以分析复杂的插端子(带防水、ECU端子)、缠胶带、合并分支等动作,只要结合实际情况,分析有效动作要素,并将所有动作要素如实记录就可以得到一个十分精准的标准工时。 免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |