|
本文从线束的前期布置设计、零件制造品质、整车装配品质3个方面研究分析线束管路品质问题产生的原因。并从整车管路品质评审,以及供应商线束零件品质和整车装配品质监督管控等方面,探讨了整车线束管路品质问题的预防和控制策略。通过前期有效预防和监督管控,可以有效降低整车线束管路品质问题发生风险和频次,提升整车安全性,提高整车品质,降低售后抱怨。 汽车主要由动力系统、传动系统、行驶系统、转向系统、制动系统、电气系统等组成。整车管路是指各个功能系统中的线束、软管、硬管、拉索等管线状零件。管路零件作用是在各功能件之间传递电信号、力、油液以及气体等介质,保证各系统实现相应功能,使整车能够安全平稳地行驶。整车管路就好比人体的血管和神经网络系统。 线束系统是整车管路系统的重要组成部分,由于线束为非成型管束,数模虚拟布置有时难以反映实车安装状态,线束是整车管路品质问题比较集中的零件。汽车在行驶时,除了发动机振动外,还会受到各种复杂极限路况的影响,由于各系统内部及相互之间连接的管路特性不一,其运动幅度也不一致。如果线束等管路设计布置不合理,零件制造和装配存在品质问题,随着整车的运动,管路之间会产生动态干涉风险,甚至磨损,引起重大安全问题。以线束为例,如果与周围锐边零件存在动态干涉,则易被磨损,引发短路着火、功能失灵等问题,造成安全事故。通过对2004年国内外近900例整车召回信息分析发现,管路问题引发的售后召回案例多达135起,占比16.2%,通用、本田、丰田以及宝马等汽车巨头在内的大部分厂商都未能幸免。由此可见,研究如何控制整车管路品质问题对汽车厂商具有重要战略价值和意义。
1 整车线束管路系统的基本组成
根据零件功能特性,整车管路系统主要分为三大部分,如图1所示。 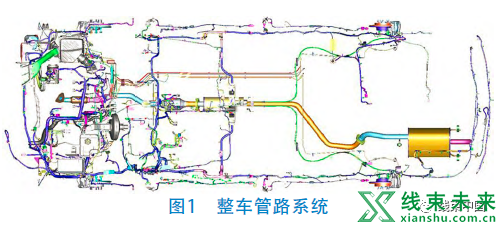
1)线束系统 线束系统主要负责整车电能及电子信号的传递功能。如图2所示,按照功能区域不同,线束系统分为:①前照灯线束总成;②发动机线束总成;③车身主线束总成;④仪表线束总成;⑤门线束总成;⑥前后倒车雷达线束总成等。 2)拉索系统 主要包括前盖锁拉索,换挡拉索,离合器拉索,油门拉索,驻车制动拉索和加油小门拉索等。 3)其他软硬管系统 主要包括空调系统管路,暖通管路,冷却系统管路,自动变速器油冷管路,中冷器进出管,洗涤系统管路,进排气管路,燃油管,制动油管,制动真空管,离合器油管等。 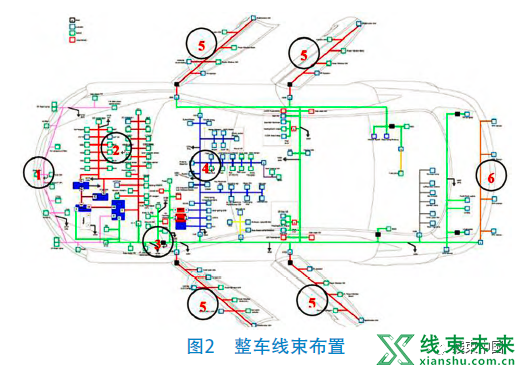
2 整车线束管路品质问题产生原因分析
经过长期对整车管路品质问题的研究分析,引发整车管路品质问题的原因主要有三方面:设计方面,整车线束的布置设计存在不合理性;零件品质方面,外协供应商提供的线束零件尺寸等不满足设计要求;整车装配集成方面,线束等管线零件装配不到位。 2.1 整车线束布置设计存在不合理性如果整车线束在前期布置设计上存在不合理性,容易造成线束与其他零件干涉,引发潜在管路品质风险,诱发售后整车管路品质问题。整车线束设计上常见以下两种不合理情况:①线束分支长度设计不合理,过长或者过短,造成线束与周边零件干涉,引发线束或其他管路磨损。②线束外包裹物波纹管选取不合理,直径过粗,造成线束与周围零件干涉,引发线束或其他管路磨损。 如图3a所示,售后某车型发动机线束EPS分支与变速器壳体干涉,造成线束磨损,引发助力转向功能故障。如图3所示,A、B为EPS线束分支上的2个卡钉,卡钉A将线束一端固定在EPS上,卡钉B将线束另一端固定在发动机上。分析引发线束磨损的原因:①线束A-B段设计定义过长,且固定点A为偏置卡钉,不具有防转功能,EPS线束分支在极限情况下与变速器壳体干涉;②发动机与EPS存在相对运动,线束属于跨运动区域布置,由于线束与变速器壳体之间动态磨擦,造成线束破损,最终引发车辆电动助力转向功能故障。设计优化改善:将线束A-B段长度缩短15 mm,保证极限运动时线束与变速器壳体不干涉,同时线束外包裹增加耐磨波纹管保护。 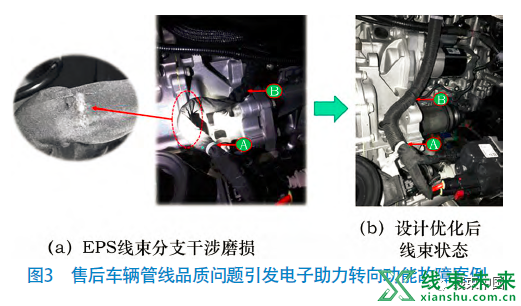
图4为发动机线束喷油轨分支与燃油管干涉。此处布置空间狭小,线束外保护波纹管直径较粗,造成与燃油管干涉。由于发动机工作时存在振动,燃油管存在潜在磨破风险。经分析,此处线束直径远小于波纹管内径,而线束波纹管直径太粗,造成与燃油管干涉。分析评估,此段线束改用外径更小(Ф23.8 mm)的波纹管更合适,既可满足线束保护需求,又可保证线束与燃油管足够的安全距离。 
2.2 线束等外协零件制造品质问题供应商外协线束等管线零件制造品质差,同样也会引发整车管路品质问题。目前线束的生产制作工艺主要通过手工完成,由于手工操作存在很大差异,因此,线束制作品质很难保证一致性。线束制作品质主要指供应商提供的线束尺寸等不满足设计要求,常见表现为:①线束长度超出设计公差范围;②线束分支出线角度与数模设计不符;③线束上固定用卡钉方向与数模设计不符;④线束外包裹物不良,造成导线外露。
一般来说,对于线束的生产制作,除了供应商的内控标准外,整车生产企业会制定更加严格的技术规范要求。 表1列举了部分线束分支长度公差定义,供参考。线束分支角度规定:分支自然状态可旋转的角度与数模角度之间最大不超过22°。 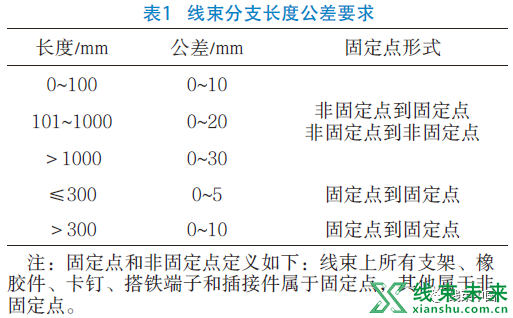
2.3 整车线束等零件装配不到位整车管线零件装配不到位、错装、漏装等,同样会引发整车管路品质问题。常见的装配问题有:①线束卡钉位置安装错误,引起干涉等问题;②固定线束走向的支架没有装配到位,造成线束与周围零件干涉;③装配时未按规定手势整理线束走向,引起线束干涉。
3 整车线束管路品质问题的预防和控制
如何预防和控制整车线束管路品质,防止品质问题溢出,对于汽车整车厂具有重要的价值和意义。基于前述分析,本文从两个方面探讨整车线束管路品质问题的预防和控制策略。 3.1 强化整车管路品质评审整车管路品质评审,必须贯穿于整车开发的全生命周期,从前期设计开发,样车试制,一直持续到整车量产阶段。按照整车设计开发流程,整车管路品质评审可以分为前期虚拟设计评审和实车管路评估2个阶段。管路品质评审遵循以下BP(Best Practice,最佳实践)原则。 1)静/动态间隙要求:①无相对运动管线零件,间隙要求大于10 mm;②完全相对运动管线零件要求静态间隙大于25 mm,运动后最小间隙大于10 mm。 2)热间隙要求:①热敏零件与热源系统之间间隙要求大于40 mm;②隔热罩最好加在热源上,而不是加在热敏感零件。 3)管线风险评判依据:①是否有相对运动、静态或动态间隙;②长的管路(软管和硬管)两个固定点之间距离是否合理;③是否是振动件;④是否与锐边间隙;⑤是否与热源间隙;⑥管线的张紧力状况如何;⑦管线周围环境因素是否特别恶劣。 前期虚拟设计评审阶段。本阶段主要通过UG和CAE软件对整车进行模拟仿真,分析各种工况下整车管线系统的间隙、运动、应力、疲劳、耐久等动静态特性,进行虚拟评审,找到最佳设计状态。同平台车型,前期设计开发的LL(Lessons Learned,经验教训)经验可以相互借鉴。 实车管路品质评审阶段。从样车试制开始,正式进入实车管路品质评审阶段。实车管路品质评估分为2个层级: 第1层级是对工厂试制车辆进行的初级实车管路评估,主要检测实车管路状态是否达到预期设计BP要求,针对无法达到预期设计要求的,通过改善设计,消除潜在品质风险;第2层级是对耐久路试车辆开展DRBTR(Design and ReviewBased on Test Results,根据测试结果进行设计和评审)整车评审,针对耐久路试暴露的管路品质问题分析评估,优化改进,消除潜在风险。 根据整车开发计划,管路品质评审团队在关键时间节点对整车开展管路品质评审,评估潜在的工程设计问题,发现由于零件品质原因和制造原因引起的管路问题,评估零件和制造偏差对管路品质的影响,确保整车所有管线满足设计、功能、制造和售后的要求。 3.2 强化对供应商线束零件品质和整车装配品质的监督管控加强对供应商线束零件品质的监督和管控。针对外协供应商生产提供的线束总成件,设立供应商品质管理工程师进行专项跟踪和管控,对线束进行100%检测,严格把控零件品质,杜绝零件品质诱发整车管线品质问题的风险。针对线束在整车上的装配,制定合理的装配工艺,加强对操作人员的作业指导和培训,提高员工操作熟练程度,避免错装、漏装,保证线束在整车上的正确合理布置,消除装配引起的潜在管路品质风险。
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。
| 














