|
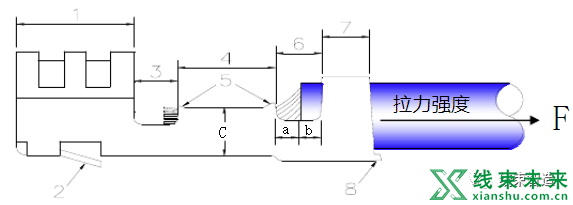
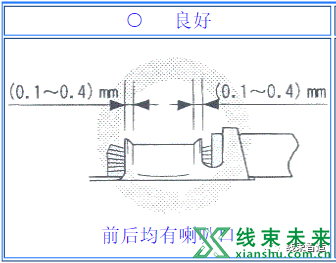
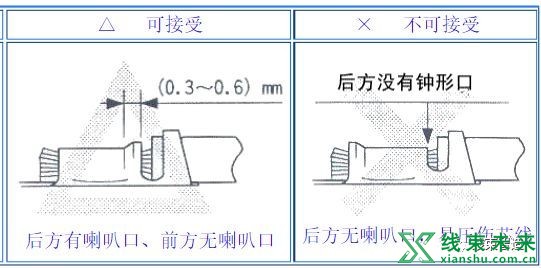
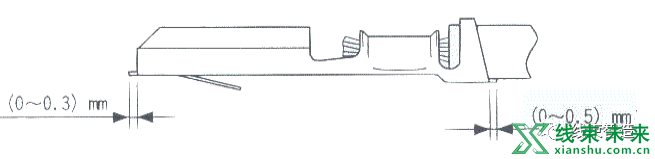
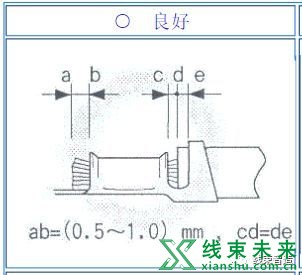
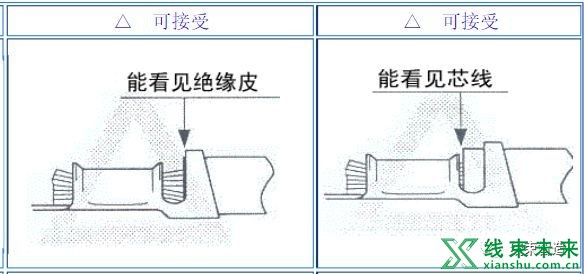
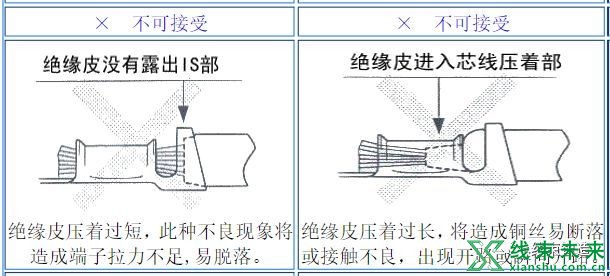
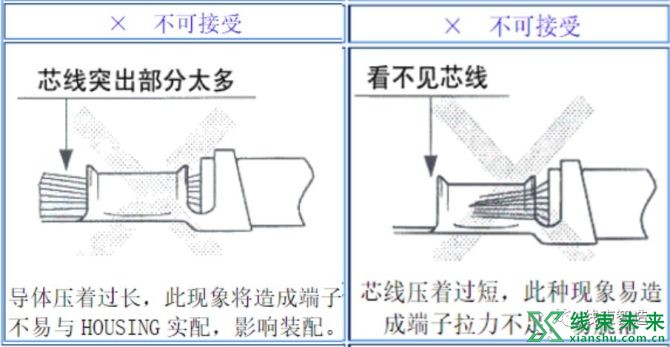
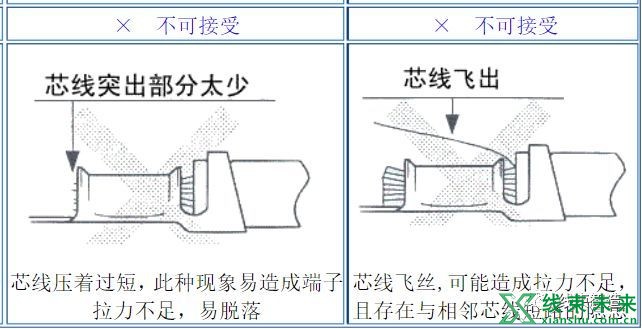
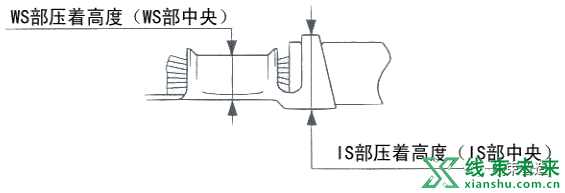
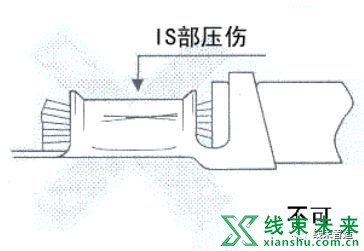
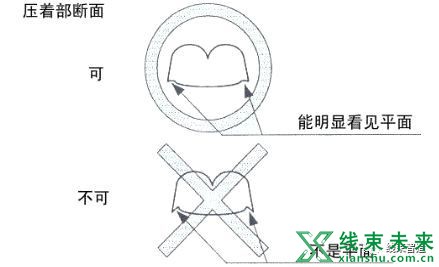
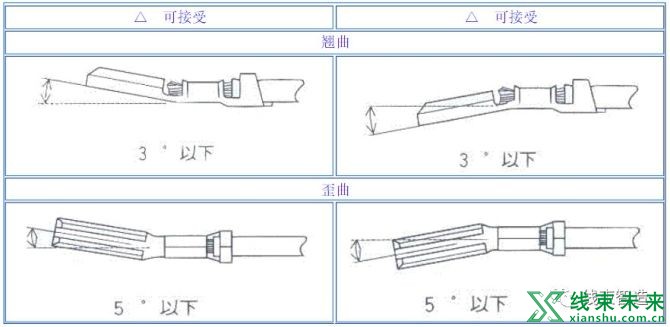
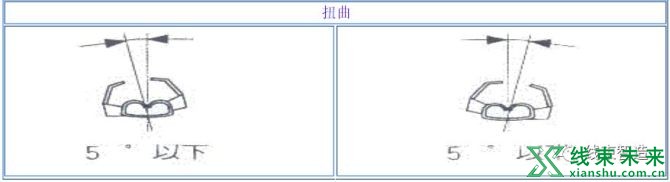
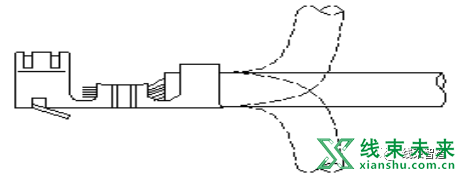
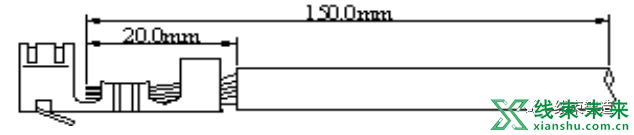
本文主要介绍线束端子压着确认及检验的方法和规范,什么样子是合格的,什么样子是不合格的 端子压着部位名称 各部位压着规范标准 1.端子配合区:没有压伤、损伤、扭曲、变形; 2.弹片:没有变形; 3.芯线观察窗口:必须能看到电线的芯线,芯线露出范围为0.2-1.0mm; 4.芯线压着部:必须完全闭合并包含所有芯线,不可看到绝缘外皮; 5.喇叭口:后喇叭口必须可见,最佳尺寸范围为0.1-0.4mm; 6.绝缘皮观察窗口:必须同时能看到芯线和绝缘外皮; 7.绝缘皮压着部:必须铆合紧密,电线不可有移动的情形; 8.料带:前端料带尺寸范围为0-0.3mm,后端尺寸范围为0-0.5mm。 端子各部位压着确认 1、喇叭口位置确认 2、料带切断位置确认(参考) 3、电线位置确认 端子芯线压着高度(CH)和绝缘皮压着高度(IH)测量方式 压着模具确认 1、压着模具部件磨损、变形、损伤时的交换标准; 2、 压着机、压着模具调整不良及磨损时,端子容易发生的变形及判断标准; 端子外模绝缘外被压着检验方式 绝缘外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损伤或滑出,则压着高度须重新调整。 端子内模导体拉力测试及检验方式 1、测试长度以150mm左右为标准; 2、 脱去外被20mm左右; 3、以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针的刻度即为端子拉力; 4、若是有外皮包裹的 端子 ,测量端子拉力时先去除外皮; 5、拉力测试后应检验端子拉出后的状况,若导体芯线全部断在端子内模内为端子压着高度过低, 则必须重新将端子内模高度调高;若导体芯线无一股芯线留在内模中,则必须重新将端子内模高度调低,(除铆压双并线端子外); 6、双并线合铆压在一端子时,端子内模时不得有芯线导体外露。双并线的拉力在拉力规格范围内 即可,不要求符合第5条。 端子外观检验标准 1、端子的功能端不可有开口、变形、扭曲等不良且应必须保证电气功能及实配OK。 2、端子镀层部分不可有刮伤、露黄、氧化发黑等不良。
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |