|
一、概述
在汽车线束中,有很多系统都会用到双、三绞线,以达到信号更佳传递效果的目的。在绞合导线的过程中,有两个很重要的参数需要控制:绞距&绞后尺寸。
绞距的大小会直接影响信号传输能力,不同的绞距对不同波长的信号有不同的抗干扰能力。同时绞距也直接影响着绞后尺寸的变化,绞后尺寸则是汽车线束总成在预装和组装中保证成品合格的关键尺寸。
所以下面本人将工作中得出的理论计算和试验数据加以描述分享,希望可以共同探讨进步。
二、理论计算
01
绞合线分为双绞线、三绞线
02
绞线长度和绞合圈数的关系
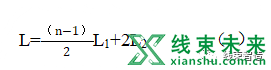
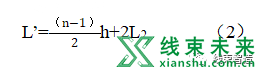
现有设备绞合动作为: 一端线夹夹紧,另一端线夹由电机驱动旋转,从而使导线绞合。 绞线设备线夹每旋转一圈产生一个绞合点,旋转两圈产生1/2个节距h。 所以绞线绞前尺寸: 绞线绞后尺寸: 变量解释如下: L——绞线绞前尺寸 L’——绞线绞后尺寸 n——设备驱动端线夹旋转圈数 L1——单个绞距内导线绞前长度 L2——解绞长度(各公司有固定的尺寸要求,即为已知值) h——绞距 D——绞线外径 α——导线的绞合时的螺旋升角 C——导线绞合前尺寸 d——导线直径
03
双、三绞线束外径与导线直径的关系
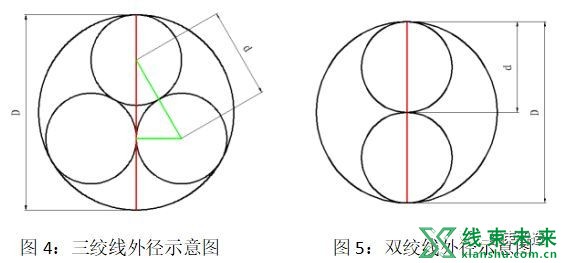
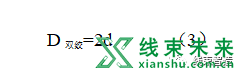
双绞线外径: 三绞线外径:
04
注双绞线公式推导
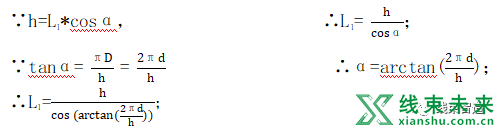
单个节距内,导线绞后&绞前尺寸关系推导如下:
所以单个节距内,绞后&绞前尺寸比: 所以,双绞线绞后尺寸为:
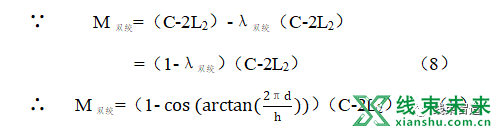
所以双绞线绞合前后的尺寸消耗量M双绞为:
05
三绞线公式
因为三绞线相较于双绞线,线束外径 D=2.1547d 所以同理推导可得三绞线绞后尺寸为: 三绞线绞合前后的尺寸消耗量M三绞为:
三、结论 通过以上推导所得出来的公式,可以方便的计算出双、三绞线绞后尺寸,直观的体现出绞前绞后电线长度变化,并且得出绞合消耗量,方便技术人员快速的通过理论公式得出结果,给公司原材料选定,产能核算提供准确的数据支撑。方便公司管理层对于绞合线的成品采购或公司内部自行加工提供直接参考。
上述推导过程非经验公式,因为经验公式并不能够适用于所有设备,仅仅适用于当时数据采集时的设备工况,随着设备使用年限变化设备的性能也会随之变化,故经验参数需适时修正。同时设备与设备之间的性能差异会致使产品加工结果也随之发生相应变化。
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |