|
二十、起动机线束和发电机线束 工艺内容: 1. 起动机线束和发动机线束穿玻纤管保护 2. 电瓶舱和起动机位置在车架的同侧时起动机线束用固定支架固定到车架大梁上;若是异侧时则需先从车架最后横梁处(或焊接圆钢)过渡到另一侧再沿车架大梁固定。 3. 发电机线束一般根据电瓶舱和发电机位置的不同而有所差异:电瓶舱和发电机在起动机的同侧时线束通常用支架固定在车架的纵梁上;电瓶舱和发电机在起动机的异侧时,一种是线束先沿纵梁固定再借助中冷器的支架向上走线从发动机的尾部上方跨越到发电机处,另一种是线束从车架最后横梁处(或焊接圆钢)过渡到另一侧再沿纵梁或中冷器支架敷设。个别情况可利用形状和大小都不同的固定支架在发动机上敷设。 发电机线束不得和搭铁线束捆扎在一起。
质量要求: 1. 要求线束应有活动余量(30~50)mm。 2. 玻纤管保护完全,线束端头露出玻纤管部分不超过50mm, 3. 线束余量预留要求:先使线束端头与电机接线柱试连接,确定长度后在此基础上再增加线束活动余量(30~50)mm。 4. 为确保线束布置走向的合理性、维修的方便性、固定的一致性可适当安装不同型号的固定支架:直板型、L型、镀较的、镀锌的等等,但必须保证生产批次的一致性。 5. 线束布置整齐、固定牢固、不可有晃动悬垂、不可有干涉受力、不可有摩擦破损。
二十一、拖运 工艺内容: (1)承装拖运底盘时,拖车钩过孔有护圈时应将护圈摘掉,使护圈不受破损,到吊装工位再将护圈套上保护过线。
质量要求: 承装底盘拖运不得损伤过线孔胶圈,或波纹管。
(2)承装车间走线时,较长的线头应在车身上盘好。
质量要求: 不得将线束在地上拖拉,不得脚踩。
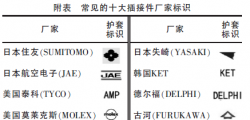
二十二、线束插接前插接件的检查 工艺内容: 1. 在对线束插接件插接前,先检查插接件的完好情况,主要检查项目如下:防水插接件的定位块是否完好,不用的孔位是否用专用防水塞塞上,插针是否有弯曲变形的现象发生,线上的防水塞是否正确插入插接件护套空内(插入后防水塞应与护套良好贴合,不出现扭曲变形的现象,避免插接件进水),护套锁止扣有无损坏等。 2. 普通非防水插接件要按防水插接件进行检查,发动机处所有插接件必须防水处理。
质量要求: 插接件插接后要检查插针有从护套中退出的现象发生,插接件是否震动,线束是否扎的过紧(主要是与灯具、电磁阀等连接处)如果发现插接件有震动,应对插接件进行固定(插接件处长时间震动有可能造成插接件的脱落)对于螺旋装插接件一定要旋到位(到位时能听见清脆的响声),否则长时间运行后会有线束接触不良的现象发生。
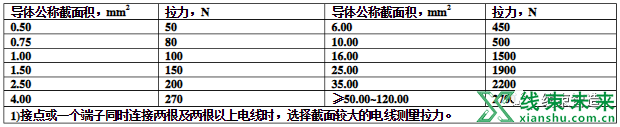
二十三、线束剪切接线规范 工艺内容: 1. 主要针对传感器线束的操作,主线束不得出现剪切再接线现象。 2. 当线束过短需再接线时,剪切线束不得平齐剪下,应使两根线束接头相蹉30mm左右,导体压接时不应压断,接点的横断面应符合质量要求。接线后,再包扎绝缘胶带。要求绝缘胶带包扎完全,胶带包扎厚度适当,安全、可靠、美观。 3. 插接件之间插接不上需要重新压接端子时,端子应分别压紧在导体和绝缘层上,导体不应压断,绝缘层不应压入导体压接部位,压接后电线导体不能防碍插接。采用压接方法的端子与电线压接处的横断面应符合质量要求。端子与电线连接应牢固,在规定的拉力下不应损伤和脱开,其拉力值应小于附表1的规定。 4. 接线时所选导线与对接导线的线径和颜色要统一,若特殊情况下不能同意,要保证同型号车在相同位置接线必须一致。
工艺参数: 1. 线束接头相蹉30mm左右。 2. 支线长度不应小于30mm。 3. 接点之间,接点与分支点之间距离不应小于20mm。 4. 电线与端子连接处需装绝缘套管时,绝缘套管长度不得小于20mm。
质量要求: 一、端子与电线导体压接处和压接接点处横断面应符合下列要求: 1. 导体中所有单线的断面应呈不规则多边形,导体与端子相接部位、单线与单线之间应无明显缝隙,端子压接部位应包住全部导体。端子压接的卷曲部分a、b必须相接且对称。 2. 端子压接卷曲部分a、b端部距底部的距离d不小于单线标称值径的1/2。 3. 横断面底部两侧的毛刺高e应不超过端子压接后的厚度g,毛刺宽度f应不超过g的1/2。
二、端子与电线导体压接处和压接接点处横断面不允许存在下列任何一种缺陷: 1. 端子卷曲部分a、b之间有缝隙。 2. 端子卷曲a或b的端部与端子其它部位相接。 3. 横断面上端子压接部位出现裂纹h。
三、要求绝缘胶带包扎完全,胶带包扎厚度适当,安全、可靠、美观。
二十四、橡胶胶圈的使用 工艺内容: 所经过的过线孔处都要用相应的穿线护套或橡胶护圈进行保护,特别指出集中润滑过管孔也必须加橡胶护圈保护!橡胶胶圈特殊情况下若剪开,开口间隙小于5mm,
工艺参数: 开口间隙小于5mm
质量要求: 所经过的过线孔处都要用相应的保护措施 对于剪开的胶圈要对接好涂密封胶(过孔为圆孔的应使用橡胶胶圈保护;过线孔为椭圆孔,长方孔及双层料厚的圆孔使用波纹管保护)
二十五、定位块的使用规范 工艺内容: 1. 选取与粘接部位颜色相近的定位块,并清洁待粘接部位, 2. 定位块在粘接前应先在粘接部位擦拭丙酮处理,等待(2~3)分钟 3. 粘接定位块
工艺参数: 定位块应用于固定侧围标志 灯线,传感器线等细小的单根 线束。 定位块粘接间距:(200-300mm)
质量要求: 1. 擦拭后的表面应干净无异物。 2. 粘接牢固, 3. 定位块粘接间距适当。 4. 定位块粘接部位尽量隐蔽。
二十六、扎带的使用规范 工艺内容: (1)1. 底盘上线束固定时,扎带间间距根据实际需要装配,一般情况下间距应为(300-400)mm。
工艺参数: 扎带间间距: 一般情况下间距应为(300~400)mm
质量要求: 装配后要求线束不得明显下垂和行车时摇摆。
(2)扎带扎紧后剪去多余部分。
工艺参数: 露出部分不大于3mm
质量要求: 锁紧凸出齿露出金属镶片外两个齿。剪切平齐
(3)单根胶管只在波纹管两端使用小扎带(规格为4*150)扎紧,一般情况下中间不用扎带固定,若因弯曲等特殊情况,在管中间可根据需要使用扎带。
(4)正常情况下,单根管子包扎固定使用4*150的扎带,两到三根管子包扎固定选用8*175的扎带,多根管子和线束固定选用8*240的扎带;规格为10*400的扎带只在临时固定且8*240的长度不够时使用。
(5)一般情况下扎带头尽量向下。
质量要求: 剪切后扎带不得有尖角。
二十七、穿线护栖的使用规范 工艺内容: 1. 根据固定部位型材长度或仓门宽度选取合适长度的穿线护槽。 2. 确定固定点位置后手电钻打孔(孔径同自攻丝直径匹配) 3. 自攻丝紧固穿线护槽。 4. 将线束用扎带固定在穿线护槽内。
工艺参数: 根据车型结构主要应用于带有标志灯的侧仓门、后备仓门、行李仓、油箱仓等仓体型材上。
注: 电瓶仓仓门或压缩机仓仓门根据仓门结构若有栅格窗的采用粘块粘接固定工艺准许《定位块的使用规范》。
质量要求: 1. 单根穿线护槽至少应有两个固定点固定。 2. 紧固牢固无松动。 3. 线束在穿线护槽内固定间距(200~300)mm。
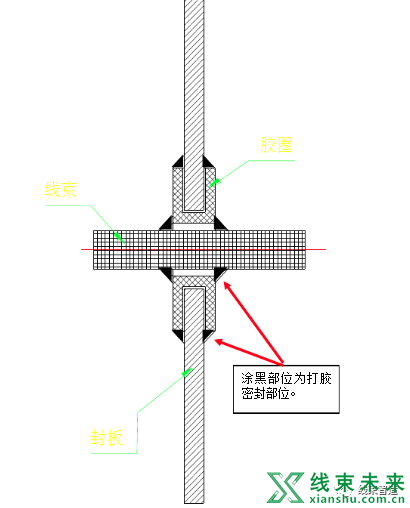
二十八、密封
工艺内容: 1. 所有行李仓体、电器仓体、驾驶区地板过线孔及顶风道过线孔等应涂密封胶; 2. 驾驶区及仓体的过线孔处要有护套保护并涂密封胶防护。 3. 线束与车外相通的过线孔涂胶密封;部分选装线束如果未用,必须用铝板、PE板堵住过线孔后打胶密封! 4. 后围拐角处媒管及线束的大孔,后置车大行李仓体等过线孔用发泡剂密封!
工艺参数: 胶种类:JGY-1 黑色西卡胶
质量要求: 打胶完全,不允许存在漏打、密封处透光、漏气等现象! 特别要求:线束孔部位密封,注意密封胶需将线束与胶圈接缝、胶圈与封板接缝完全密封(胶圈单面内外侧打胶密封)。
二十九、电子器件控制单元安装要求 工艺内容: 电子器件控制单元(起动保护器、缓速器控制盒、ABS的ECU,电控发动机的ECU,ECAS的ECU,副起动控制盒,车门遥控器、干燥器传感器、集中润滑的ECU)竖向安装,即线束应从下向上进入控制盒,防止ECU、控制单元其它方向安装时进尘、进水。
质量要求: 电子器件控制单元均竖向安装。 附表1: 拉力值 说明: 原则上不允许车间自行接线,但现实情况避免不了要接线(尤其是试制车间试制公交车)。
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |