|
截面分析是一种更准确,更全面的检测方法。最初 主要应用 于汽车线束压接质量的检测,随着端子压接质量要求的不断提高,越来越多的、不同领域的客户都采用了截面检测,这已成为了一种趋势。 截面图作为 高级分析方法 可进一步鉴定压接状况。截面图应被用作与将来所做截面进行比较的参考图。该参考图制作时应使用新的工具进行压接,以避免损伤的工具提供不正确的参考图。 在制作任何截面图之前,必须确定端子压接符合 应用规范 中的要求。当应用规范不存在时,则以随应用工具所提供的资料为准。 制作截面的主要步骤:切取,打磨,蚀刻,照相,分析。 注意点: 截面 必须垂直 于压接的X轴及Y轴,如图3所示,图4展示了有角度的剖面。 截面必须在进行 压接高度 测量的部位进行切取。下图提供了一个通过锯齿槽切取的剖面图的样例。 截面必须被正确地打磨及蚀刻。下图提供了不正确的 打磨 和 蚀刻 的样例。
剖面图对压接工具的说明
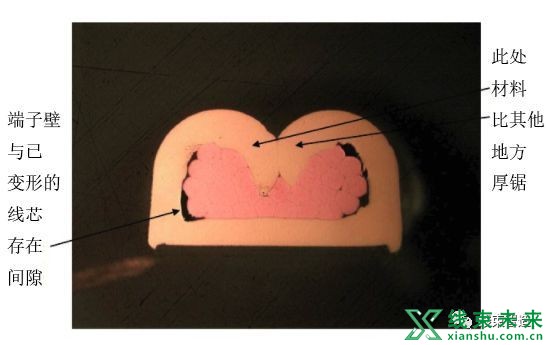
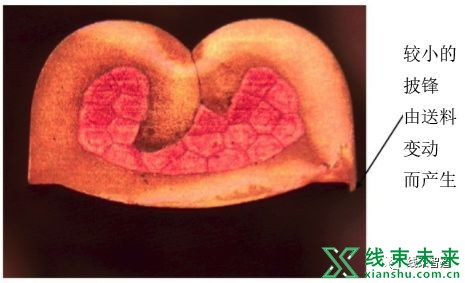
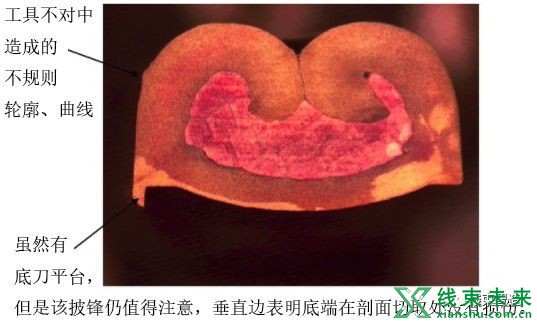
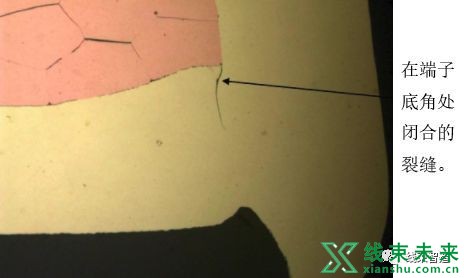
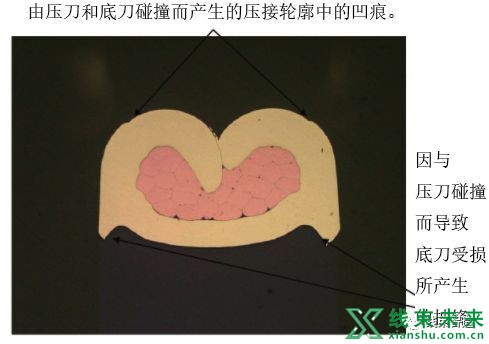
送料或送料长度的变动会导致披锋。注意:虽然端子翼片对称是理想状态,单此类情况仍可接受。因端子离开导料板后 容易扭转 ,不对称的情况通常在直进料端子中产生。 工具的不对中会导致压接外形的变化。 常见的变化 包括没有显示底刀损伤的、值得注意的披锋以及压接轮廓产生不规则曲线。 受损的底刀会导致过大的披锋。识别 底刀受损 的一个方法就是压接轮廓的底角缺少清晰的平台。 底刀的受损也会导致压接的底角产生 裂纹 。 压刀和底刀的碰撞会使两者受损。
普通剖面特性的说明
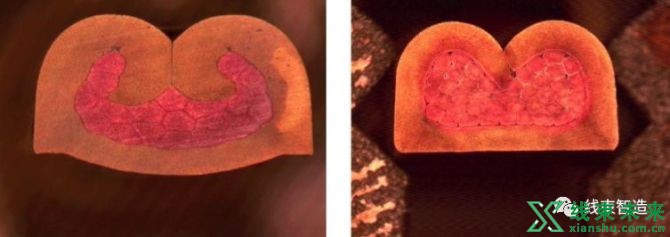
下图是一个正确压接的剖面图示例。导线变形,端子翼片对称,且底刀平台可见。 下图显示了端子的一侧翼片碰到底部的压接。该状态在其他压接参数均符合要求时时可以接受的。 下图显示了端子的两个翼片都碰到侧面的状况。有一条线芯包在左上角的翼片中,但它完全变形。该状态在其他压接参数均符合要求时是可以接受的。 成功的压接取决于线芯之间及线芯与端子本体之间的粘着,空穴是可以接受的。
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |