|
冲压是汽车制造过程中的龙头工艺。汽车冲压车间承担原材料卷料、板料的存放;卷料的开卷剪切;板料的剪切;各车型大、中、小型冲压件的冲压生产;冲压件的存放;废料处理以及设备、模具的日常维修和保养等任务。 
一、冲压车间工艺流程
原材料(板料和卷料)入库→开卷线→大件清洗涂油、小件开卷剪切→冲压生产线→安装模具调试首件合格→投入批量生产→合格件防锈→入库
二、冷冲压的概念及特点
1. 冷冲压是指在常温下,利用安装在压力机上的冲模对材料施加压力,使其产生分离或塑性变形,从而获得所需要零件的一种压力加工方法。 2. 冷冲压的特点:产品尺寸稳定,精度高,重量轻,刚度好,互换性好,高效低耗,操作简单,易于实现自动化。
三、冷冲压基本工序的分类
冷冲压概括起来分两大类:成形工序和分离工序。 1. 成形工序是坯料在不破裂的条件下产生塑性变形而获得一定形状和尺寸的冲压件。 成形工序分:拉延、弯曲、翻边、整形等。 拉延:利用拉延模使平面坯料(工序件)变成开口空心件的冲压工序。 弯曲:将板料、型材、管材或棒材等弯成一定的角度、一定曲率形成一定形状的冲压方法。 翻边:是在坯料的平面部分或曲面部分上使板料沿一定的曲率翻成竖立边缘的冲压成型方法。 2. 分离工序是使板料按一定的轮廓线分离而获得一定形状、尺寸和切断面质量的冲压件。 分离工序分:落料、冲孔、切角、修边等。 落料:使材料沿封闭曲线相互分离,封闭曲线以内的部分作为冲裁件时,称为落料。 冲孔:使材料沿封闭曲线相互分离,封闭曲线以外的部分作为冲裁件时,称为冲孔。
四、各工序名称及其代号

冲压车间生产的零件中,有一部分属于覆盖件,如:发动机罩外板、顶盖、车门等。
五、对覆盖件的要求
1. 尺寸和形状应符合检具和经过焊装合件匹配的样件。 2. 表面质量好。外覆盖件(尤其是轿车的外覆盖件)表面不允许有波纹、皱纹、凹痕、划伤、擦伤、压痕等缺陷,棱线应清晰、平直、曲面应圆滑、过渡均匀。 3. 刚性好。覆盖件在成形过程中,材料应有足够的塑性变形,以保证零件具有足够的刚性。 4. 良好的工艺性。覆盖件应具有良好的冲压工艺性能和焊接工艺性能,以降低冲压和焊装的生产成本。冲压工艺性,主要是看各工序,特别是拉深工序能否顺利进行、能否稳定生产。
六、一般模具的组成
1. 工作零件 包括凸模和凹模等零件。 2. 定位零件 主要包括挡料销、定位销、侧刃等零件。 3. 压料、卸料、顶料零件 主要包括卸料板、顶料器、气动顶料装置等零件。 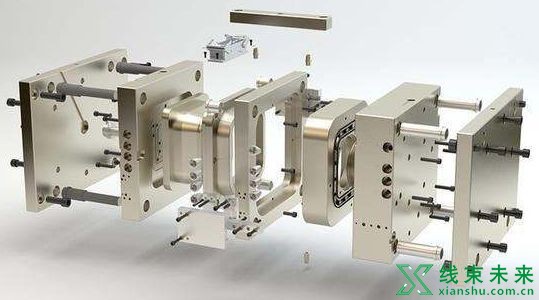
4. 导向零件 包括导柱、导套、导板等零件。 5. 支持零件 包括上、下模板和凸凹模固定板等零件。 6. 紧固零件 包括内六角螺钉、卸料螺钉等零件。 7. 缓冲零件 包括卸料弹簧、聚氨脂橡胶和氮气缸等。 8. 安全零件及其它辅助零件 主要有安全侧销、安全螺钉、工作限制器、存放限制器、上下料架、废料滑槽、起重棒、吊耳等。 安全侧销:主要作用是防止上模压料板紧固螺钉松动或断裂,导致压料板落下,造成人员、工装的重大损失。 存放限制器:主要作用是防止模具弹性元件长期受压而失效和防止刃口长期接触影响刃口的寿命。(一般采用聚氨脂橡胶) 工作限制器:主要作用是限制凸凹模的吃入深度。
七、影响模具寿命的因素
1. 冲压工艺及冲模设计的影响及提高冲模寿命的措施。 (1)冷冲压用原材料的影响 例如:原材料厚度公差不符合要求、材料性能波动、表面质量差和不干净等 A.冲压前应对原材料的牌号、厚度、表面质量进行严格检查 B.保证材料表面质量和清洁 (2)排样和搭边的影响 排样方法与搭边值对模具寿命影响非常大,不必要的往复送料排样法和过小的搭边值往往是造成模具急剧磨损和凸凹模啃伤的重要原因。 (3)模具导向结构和导向精度的影响 必要和可靠的导向,对于减小工作零件的磨损,避免凸凹模啃伤极为有效。 (4)模具几何参数的影响 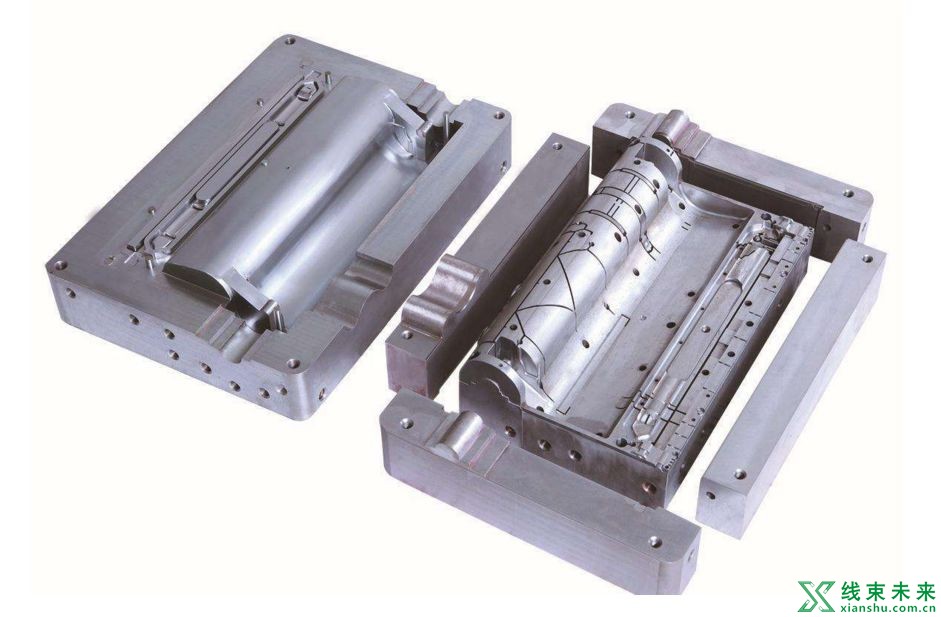
2. 凸凹模的形状、间隙和圆角半径不仅对冲压件成形影响极大,而对模具的磨损影响也很大。 (1)模具的材料的影响 模具的材料性质及热处理质量对模具寿命的影响是影响模具寿命诸因素中最重要的因素。 (2)模具的热加工和表面强化的影响 (3)模具加工工艺的影响 模具加工后模具的表面粗糙度对模具的寿命影响很大,所以要根据制件情况,合理的选择加工工艺。 (4)压力机的精度与刚性的影响 (5)模具的使用、维护和保养的影响 正确使用、维护和保管模具是提高模具寿命的重要方面。它包括模具正确安装与调整;注意保持模具的清洁和合理的润滑;防止误送料、上双料;严格控制凸模进入凹模的深度,控制校正弯曲、整形等工序中上模的下死点位置;及时的打磨、抛光等。
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。
| 













 |Archiver|手机版|小黑屋|线束未来-汽车线束的未来-线束知识-线束资料-线束标准-线束材料-线束智造-线束视频-产品云库-线束企业-求职招聘
( 冀ICP备2022002228号 )
|Archiver|手机版|小黑屋|线束未来-汽车线束的未来-线束知识-线束资料-线束标准-线束材料-线束智造-线束视频-产品云库-线束企业-求职招聘
( 冀ICP备2022002228号 )