|
[摘 要] 随着汽车行业的高速发展和市场的扩大,汽车电气系统也日益强盛起来,各种不同特性的用电器在汽车上不断涌现,其对汽车线束的电气性能要求也越来越高,而连接端子在汽车线束和整车电气系统中占有极其重要的地位。如果将整车线束比作汽车的神经系统,那么端子就是各神经系统的脉络连接点,所以说掌握端子的特征特性和使用要求,才能保证设计制造出高品质的导线束,才能更好地保证汽车电气系统的正常运行。
[关键词] 华晨 汽车线束 端子剖面检测
剖面分析是一种更准确、更全面的检测方法,最初主要应用于汽车线束压接质量的检测。目前,随着对端子压接质量要求的不断提高,越来越多的不同领域的客户都采用了剖面检测,这已成为一种趋势,剖面图作为高级分析方法可进一步鉴定端子的压接情况。
1. 导线与端子压接 1.1 压接原理 线束端子压接是指通过外力使电线与端子接触面强力结合,工艺上使通过压接模具的上下刀片依靠压接机的力量来实现的,即端子从自由弯曲到校正弯曲的过程。
1.2 压接质量的决定因素 a. 良好的导电性:低而稳定的电阻抗,抗腐蚀性。 b. 良好的机械性能:拉力较大。 c. 良好的物理属性:线芯变形合理,合适的压接高宽比以及合适的毛刺高宽度。
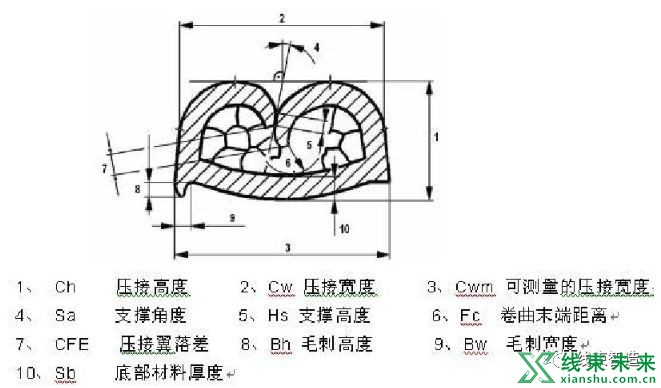
1.3 端子压接后的剖面检测 而围绕端子内壁一周是压接面积。在检测过程我们着重看压接宽度、压接高度、压接角度以及压接面积,将测得的值与国家标准对比即可得出结论。
1.4 端子压接外观注意事项 a. 接合处必须接触紧密,不可看到线芯及PVC。 b. 线芯和PVC压接后,二者必须清晰可见。 c. 线芯必须露出0.2mm-1mm(端子规格不用,外露线芯长度也不同)。 d. 线芯和PVC压接后,接合处必须成一条直线,且两边对称。
1.5 导线绝缘皮与端子的压接 导线和接线端子的压接技术还包括绝缘皮与接线端子的压接。前面介绍的都是单根导线的压接,还有两根导线及更多根导线的压接。
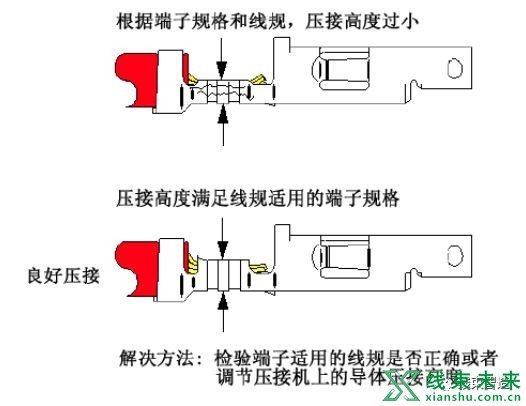
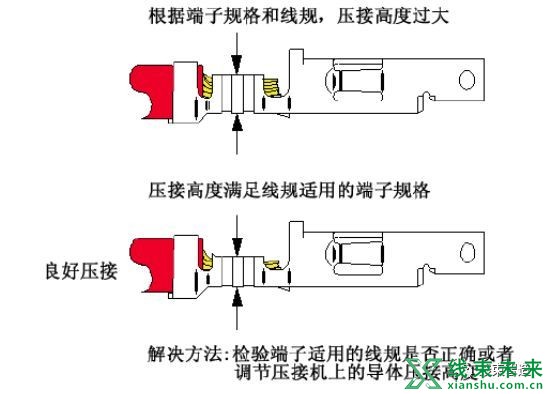
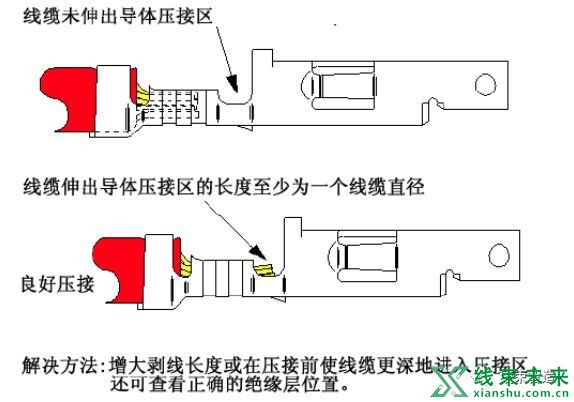
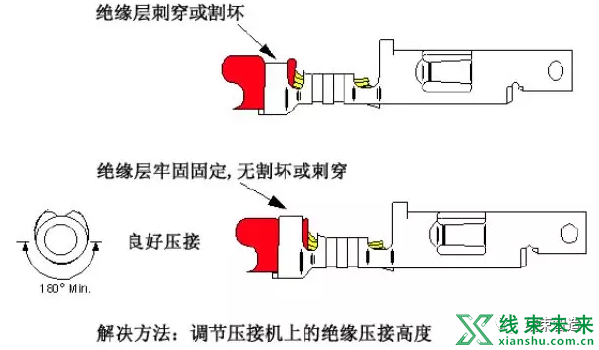
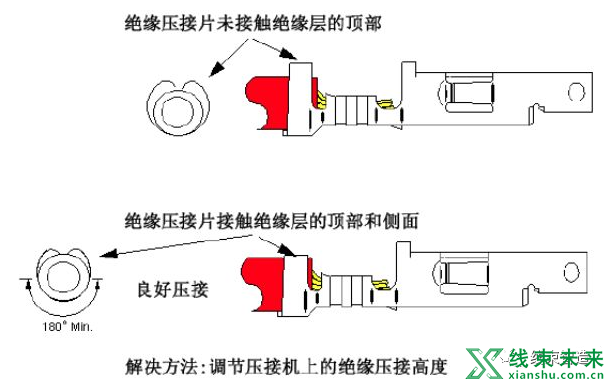
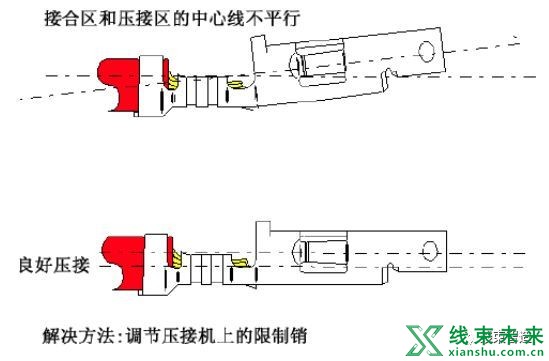
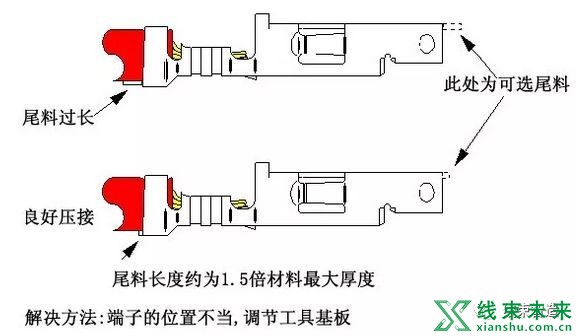
2. 几种端子不合格压接分析 a. 压接高度不合格 压接高度是指导体压接区在压接后的横截面高度,它是良好压接最重要的特征。连接器制造商提供了为端子设计的每种线缆尺寸的压接高度。 b. 剥线长度过短 如果剥线长度过短,或者线缆没有完全插入导体压接区,端接可能不能达到规定的拉拔力,因为线缆与端子之间的金属间接触减少了。线缆的剥线长度过短(注意绝缘层处于正确位置),伸出导体压接区前部的距离无法获得要求的一个线缆外径。 c. 绝缘压接区不合格 由于绝缘类型和厚度的多样性,连接器制造商一般不会停绝缘层的压接高度。绝缘压接为导体压接区提供应力释放,这样在线缆弯曲时不会使线芯折断。过小的绝缘压接区会使绝缘压接区中的金属应力过大,削弱其应力释放功能。 d. “香蕉”(过度弯曲)端子 最形象的压接问题之一称为“香蕉”压接,因为压接端子呈香蕉形状。这使得端子很难插入外壳中,可能引起端子碰撞。 e. 尾料过长 在压接过程中,尾料从端子上裁切下来。如果保留的尾料过长就会出现问题。当端子插入外壳中时,过程的金属尾料会伸出至连接器的后部,在施加较高的电压时引起连接器的相邻触点之间的电弧。如果端子前部的尾料过长,会干涉连接器的接合和引起“端子碰撞”。
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |