|
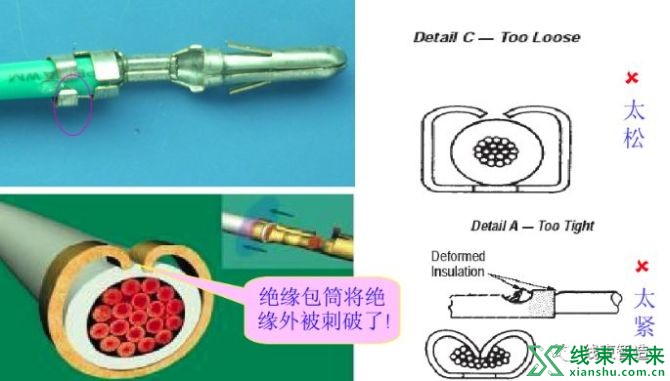
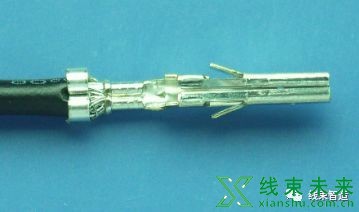
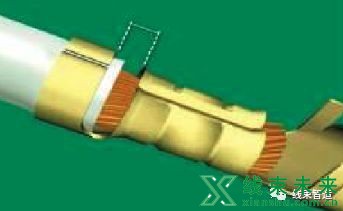
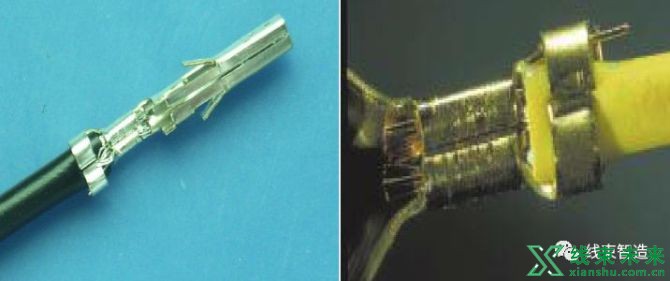
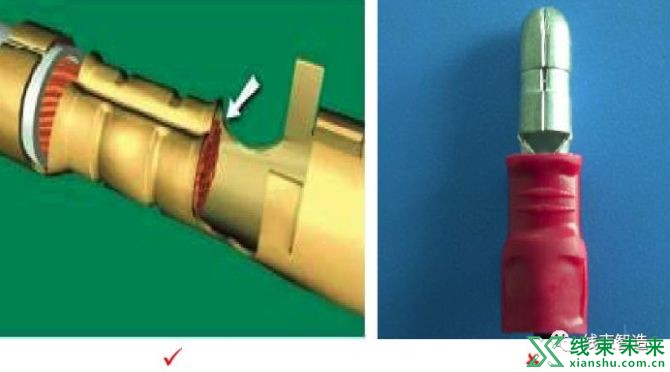
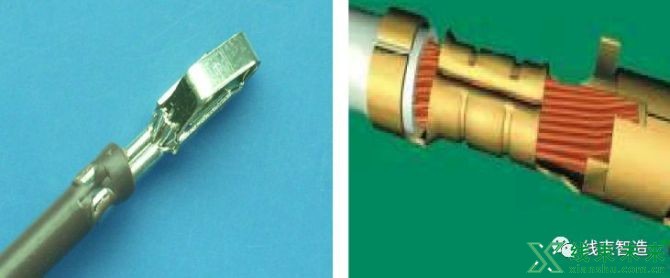
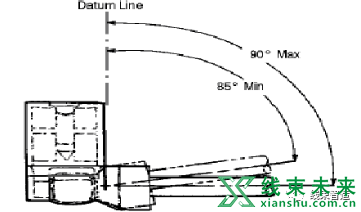
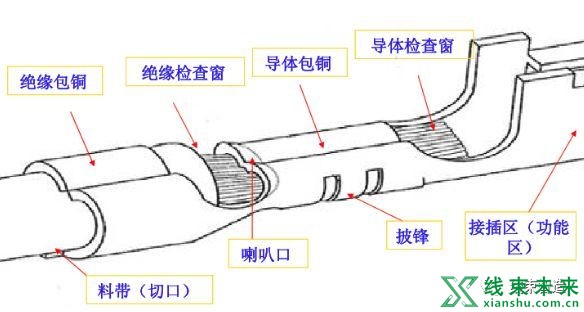
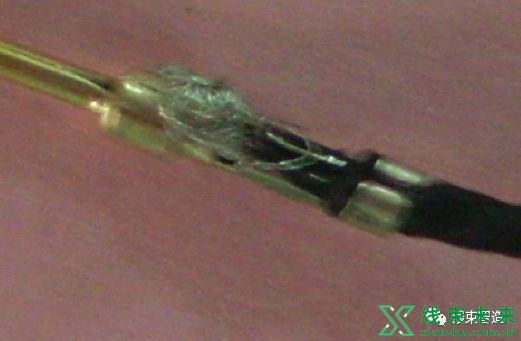
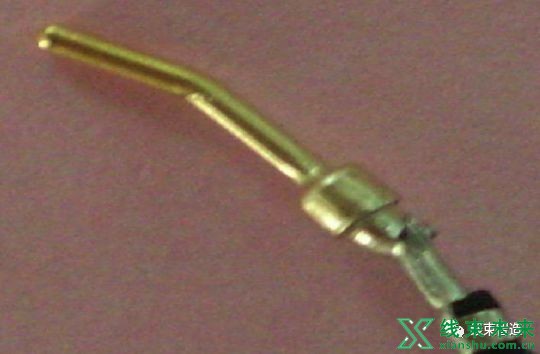
铆压后端子外观判定 绝缘包筒至少有180度范围能完好包住线材绝缘部分为允收。 绝缘包筒铆在线材铜丝上为不良。 在绝缘检查窗可见线材导通和绝缘(未在1/2位置)为允收。 线材绝缘皮与导体包筒平齐,但未伸入导体包筒内为允收但此时应停机通知技术员调机,线材绝缘皮伸入导体包筒为拒收。 铜丝被铆入绝缘包筒内为不良。 导体与导体检查窗平齐为允收,不可见为拒收。 导体铜丝超出导体检查窗影响对插为拒收。 铆压后端子上下左右变形在4度内为允收,大于4度为拒收。 绝缘端子铆压后变形在5度的范围内可接收,否则为拒收。 端子的料带部分,在铆压后不可见为拒收。 料带长度大于2倍端子材料的厚度为拒收。 导体包筒背后的披锋大于1倍端子材料的厚度为不良。 端子检验的顺序 检验时应先从端子正面再至端子背面,通常先检查:端子正面→端子侧面→端子背面→端子侧面→端子前端→端子尾端。 普通类端子的检验 端子正面 1.前端接插区:检查端子,弹片是否有变形,压伤,露铜等。 2.导体检查窗:检查导体包铜前端铜丝是否可见,是否符合要求规范。 3.前喇叭口:针对规范要求对前喇叭口进行检验。 4.导体包铜:检查是否有露铜丝,及铆压形状(F形,W形)等。 5.后喇叭口:检查其大小是否符合规范要求。 6.绝缘检查窗:检查铜丝和外皮是否都可见,是否有刮伤刮断铜丝等。 7.绝缘包铜:检查其铆压形状(F形或O形等)及铆合状况等。 端子侧面(顺时针旋转检验侧面一) 检查端子是否有破损,弯曲变形,弹片是否有变形等。 端子背面(顺时针旋转检验背面) 检查是否有披锋过大或端子变形等。 端子侧面(顺时针旋转检验侧面二 ) 检查端子是否有破损,弯曲变形,弹片是否变形等。 端子顶端 检查端子是否有变形,前喇叭是否变形,料带是否过长等。 端子尾端 检查绝缘包铜铆合是否良好,是否有被切伤或绝缘皮脱落,料带是否过长等。 端子压着外观不良 溜脚 注皮并外露铜丝长 端子头变形 芯线铆压不到位 导体包筒处变形 压伤,线皮内面铜丝断裂 导体包筒无铜丝 超位,铜丝外露长 绝缘包筒变形,未包住绝缘皮 绿色芯线注皮 绝缘皮破损,铜丝未完全包入导体包筒 端子在A点弯曲
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |