|
本文主要由线束未来,就对端子切面分析进行经验分享和总结 目的
Purpose 为使端子压接检验验收 标准统一,检验有据可依,特制定此标准。
范围
Range 1. 端子压接的 首件 检验。
2.当端子拉力发生异常 调机 时。
3.样品端子压接检验或新产品导入时端子 压接检验 。
权责
Accrual 1. 工程部 :负责制定端子高宽度要求,制作SOP。
2. 生产部 :负责按照SOP要求调试机器、提供端子压接样品。 3. 品质部 :负责首件及出货的端子切面分析,机器的日常点检和保养。
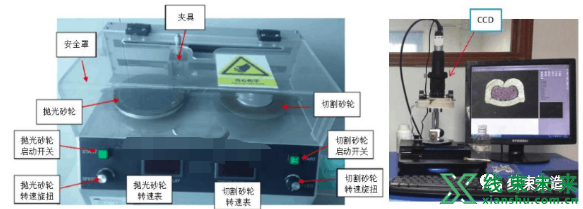
使用工具
Using tools 1. 显微镜 :电脑上带CCD,用于截取端子截面的图片。 2. 研磨机 :切割端子和研磨端子。
安全和注意事项
Safety and Precautions 1. 研磨时 须盖上防护罩,机器停止后才能打开安全罩,离开时断开电源。 2. 操作时 小心避免硝酸飞溅,万一硝酸飞溅到皮肤上,先用水冲洗,必要的话看医生。 3. 操作完 后应立即盖上硝酸瓶盖。 4.机器突然出现 不运转或失灵 ,操作员不能私自处理,应关掉电源,通知维修人员来处理。 5. 使用机器 时一定要将机器安全罩放到位后才操作。
作业程序
Operational procedures 1.生产首件时,压接技术员按照SO P要求调好压端机和端子高宽度,自检合格后,提供3pcs样品交 给IPQC进行首件确认,再由IPQC递交实验员进行端子切面分析。
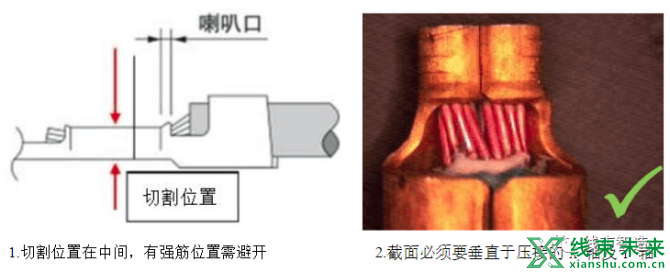
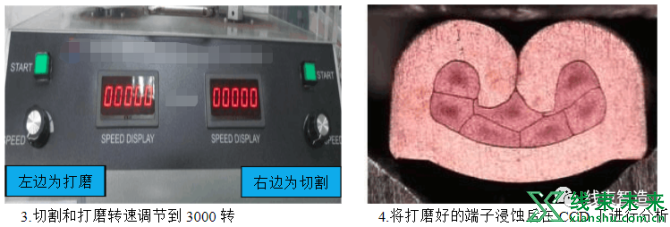
2.实验员对端子进行切面分析,步骤如图,并依据品质标准对试验结果进行判定。
判定标准
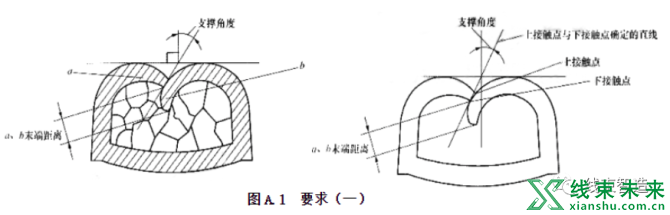
Judgment criteria 端子与电线导体 压接处 和压接接点处 横断面 应符合下列要求:
1.如图 A.1 所示,导体中 所有单线 的断面应呈不规则多边形,导体与端子相接部位应包住全部导体。
端子压接的卷曲部分a、b连接,支撑角度最大应 不超过 35°,且a、b末端距离 不大于 端子材料厚度S的1.25倍。
材料厚度S取端子图纸规定值或 符合 图纸要求的标准样件测量值。
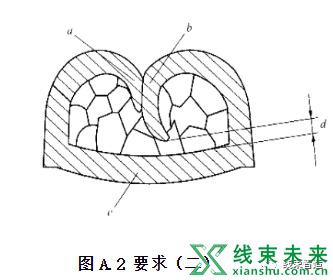
2.如图A2所示,端子压接的卷曲部分a、b;不能碰到端子内壁,距离底部c的距离d 应大于 0。
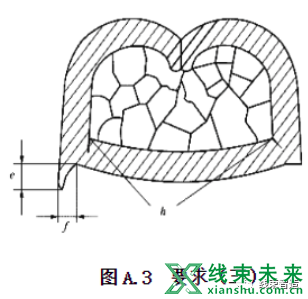
3.如图A.3所示,横断面底部两侧的毛刺高e 应不超过 端子压接后的厚度S,毛刺宽度f 应不超过 端子材料厚度S的0.5倍,S数值的确定同A.1。
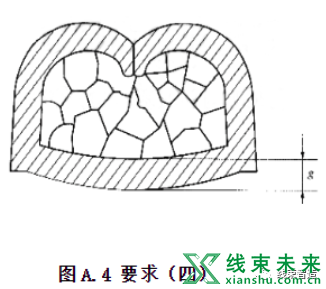
4.如图A.3所示,横断面上端子压接部位 不应出现 裂纹h。对于导体压接部位内部滚花或网纹的端子,在横断面图片上所显示的痕迹 不应判定 为压接出现的裂纹。 5.如图A.4所示,端子压接后底板厚度g 不应小于 端子材料厚度S的0.5倍,S数值的确定同A.1。
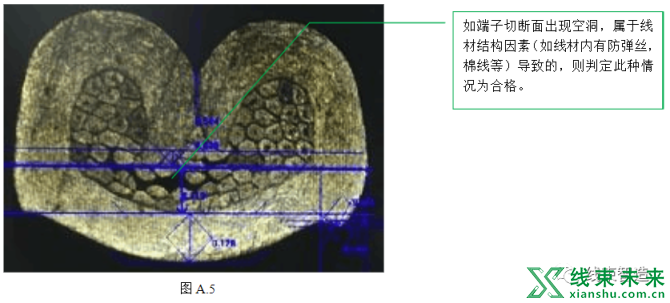
6.如图A.5对于 特殊结构 线材端子切片的判定说明。
测试结果
Test results
1 合格品处理
实验员将合格品分析结果进行 建档保存 (保存时间为5年),并告知IPQC检验结果,由IPQC在《首件检验报告》注明,通知生产线进行生产。
2 不合格品处理
当分析确认为不合格品,立即通知IPQC,要求生产部重新 调机改善 ,直到合格,才可签发首件进行生产。
线束未来专业于:为汽车线束企业及设计人员提供创新、设计、开发、工艺、生产、质量、标准、实验等为核心的服务平台,包括设计/开发经验分享、产品替代库、技术文档、技术标准、技术视频、求职招聘、企业信息等服务。 免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。
|