
|
VW60330标准是大众汽车集团内部标准,行业内比较权威的端子压接技术标准。 VW60330标准现有版本 1993-01、2008-07、2009-12、2013-12。 (一)应用范围 本标准适用于无焊电气压接中所使用的术语、要求以及试验标准。该标准所指压接由端子和导线组成(多股软铜绞线,细软铜绞线以及极细软铜绞线);且仅适用于单股电缆压接。 本压接标准不适用于实心电缆、铝制导线、镀锡导线以及扁平电缆的压接。 本压接标准不适用于焊接工序。 此标准还规定了制造、试验以及压接模具的要求。 (二)压接术语 2-1、端子各部分 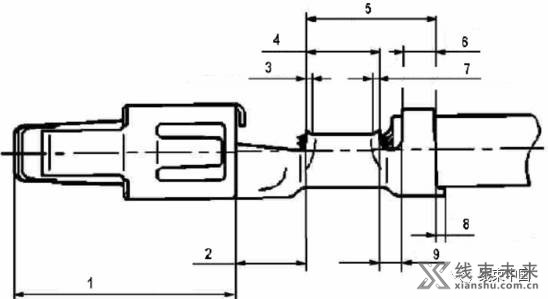 图解:1接触位置、2连接位置A、3前承口、4导线压接位置、5整体压接位置、6绝缘件压接位置、7后承口、8切割残留、9连接位置B 2-2、导线各部分 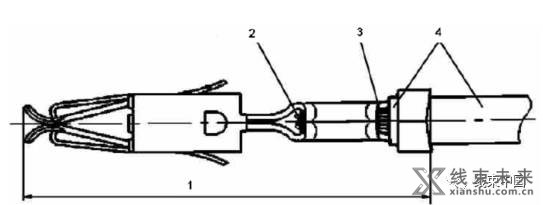 图解:1端子、2导线端部、3导体、4绝缘体 2-3、压接分类(端子压接部形状) 开放式压接:端子压接位置封装为U型、V型或预成扣型  封闭式压接:端子压接位置封装为外型封闭的  (三)压接要求 一般要求: 压接必须符合图纸规定; 必须符合端子生产商压接尺寸要求(压接高度、压接宽度); 根据电线横截面积及端子选择合适的压接尺寸和压接设备; 裸铜绞线或表面经过处理的铜线(不含沾锡) 切线要求: 芯线允许切断数量X符合要求 x=5%×芯线根数(截面积≤0.5mm²) x=8%×芯线根数(截面积≥0.75mm²) x ≤30根(截面积≥25mm²) 剥皮要求: 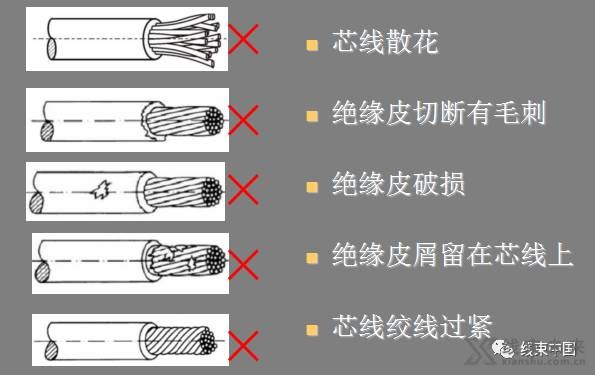 端子要求: 端子必须符合标准部件图纸中的要求及规格; 端子储存两年后,端子要继续使用必须有充分的证明; 端子压接后端子的触点区域及弹片不能有损坏; 导线端部不得超出端子压接位置距离1㎜。 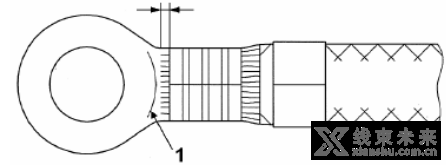 压接后端子弯曲度的要求: 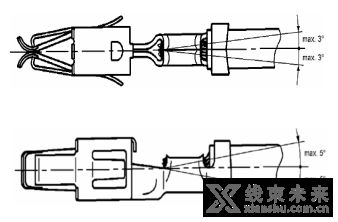 端子压接后尺寸定义 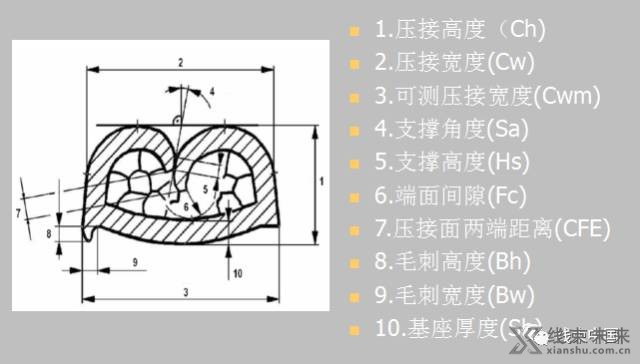 1、压接高度 压接高度可无损测量,尺寸可调节。 压接高度及公差,端子生产商规定并要标注在标准件图纸上。 如果触头组件的标准件图纸上没有规定压接高度公差,则采用下列公差: 压接高度范围(mm) 公差(mm) 0.22-0.5 ±0.03 0.5-2.5 ±0.05 >2.5 ±0.1 2、压接宽度 压接宽度可无损测量,尺寸不可调节。 压接宽度及公差由端子生产商规定并要标注在标准件图纸上。 3、可测压接宽度 可测压接宽度及公差由端子生产商规定 用卡尺可无损测量 4、支撑角度 只能使用切片测量,偏离垂直线<30° αw≤30° 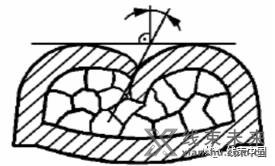 5、支撑高度 只能使用切片测量。必须完全闭合,且闭合长度大于端子厚度 La≥1×S(端子厚度) 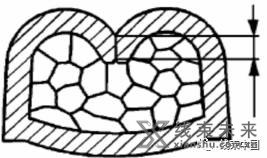 6、管端顶隙 只能使用切片测量,管端顶隙大于0.5倍端子厚度 Fa≥0.5×S 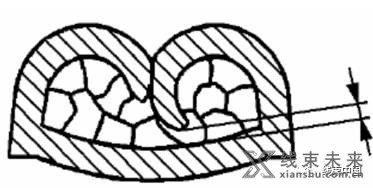 7、压接剖面端部距离差 只能使用切片测量,横截面上两侧端部距离差小于0.5倍壁厚 CFE≤0.5×S 8、毛刺高度 只能使用切片测量,小于1倍壁厚 毛刺高度受到压接工具的磨损程度与进料配制的影响; Gh≤1×S 9、毛刺宽度 只能使用切片测量,小于0.5倍壁厚 Gb≤0.5×S 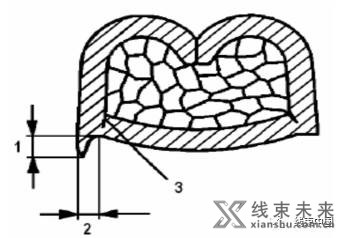 图解:1毛刺高度、2毛刺宽度、3裂纹 10压接剖面底部厚度 只能使用切片测量,小于0.75倍壁厚 Sb≥0.75×S 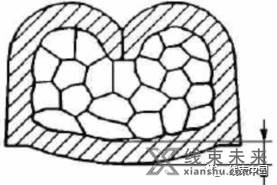 芯线压接要求 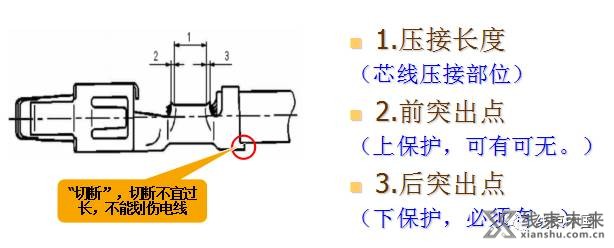 绝缘皮压接 一般绝缘皮压接方式有两种方式,“F型”和“O型” 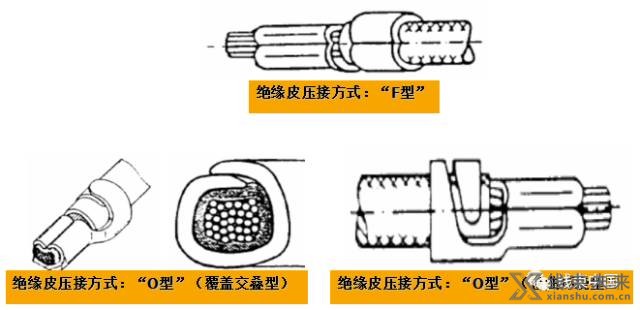 绝缘皮压接倾斜角度的要求 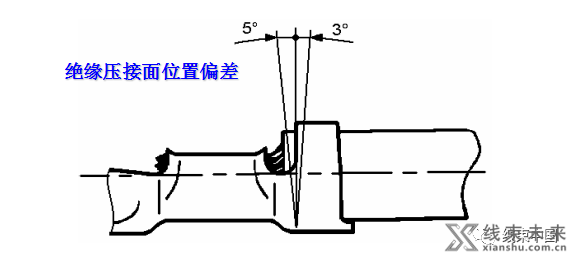 带防水胶堵绝缘皮压接 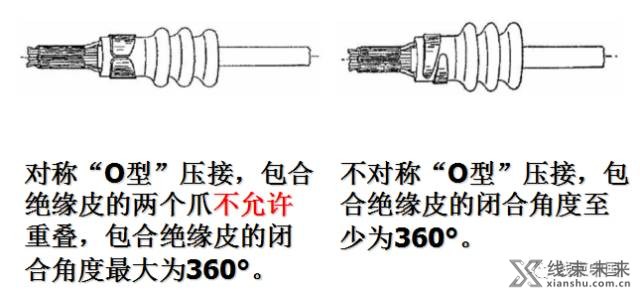 绝缘皮压接不良 1,“F型”压接要求及不良 要求:包合绝缘皮的爪必须进入绝缘皮,但是不能压到(压伤)芯线 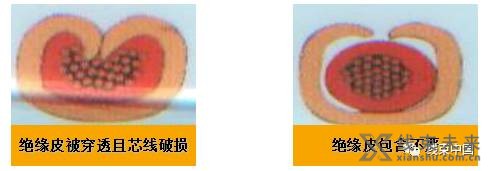 2,“O型”压接要求及不良 要求:包合绝缘皮的爪包合绝缘皮至少1/3电线,同时也允许穿破绝缘皮,但是不能压到(压伤)芯线 要求:绝缘皮至少2/3被包合,同时也允许穿破绝缘皮,但是不能压到(压伤)芯线 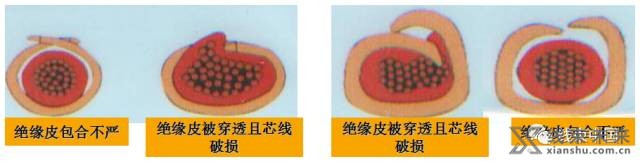 (四)压接不良(范例) 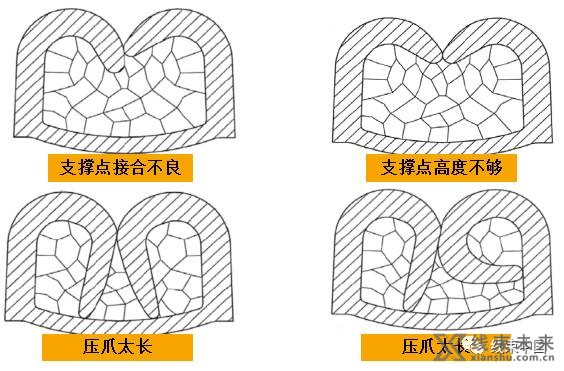 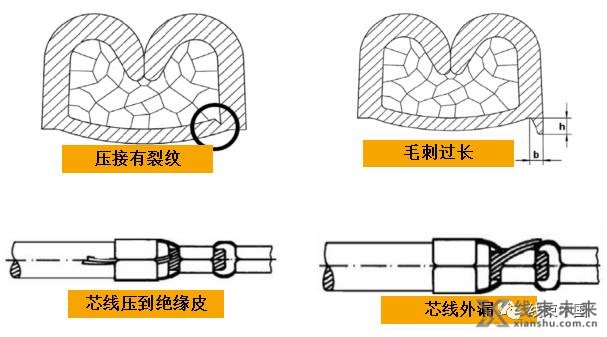 (五)部分截图 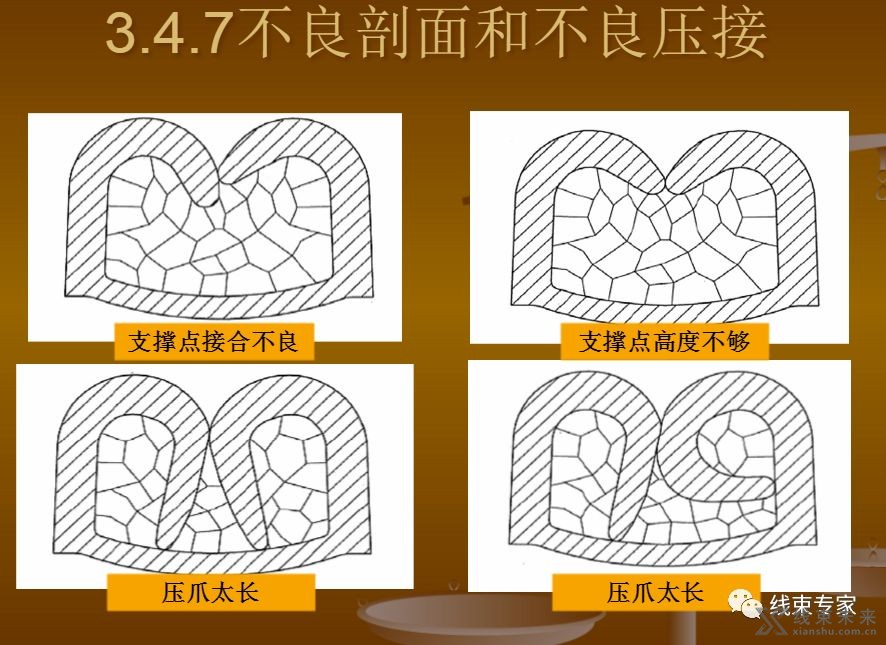 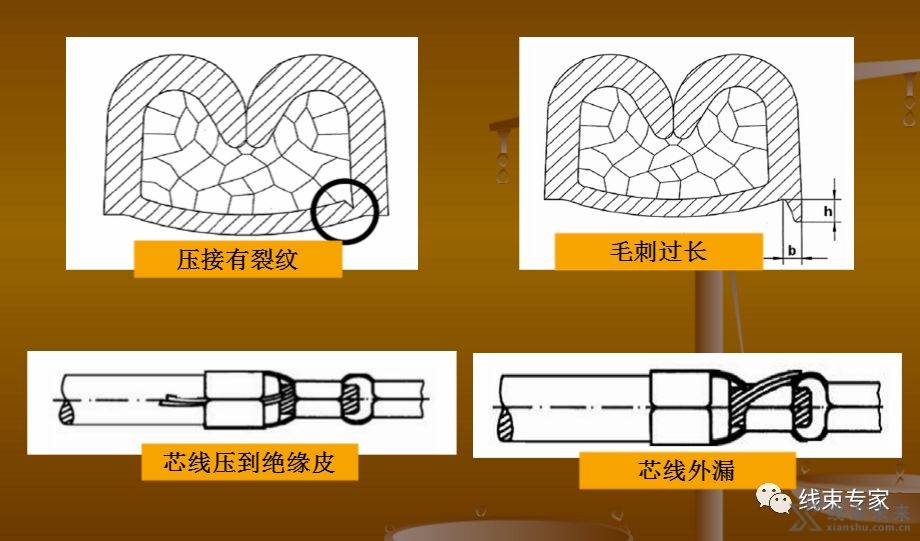 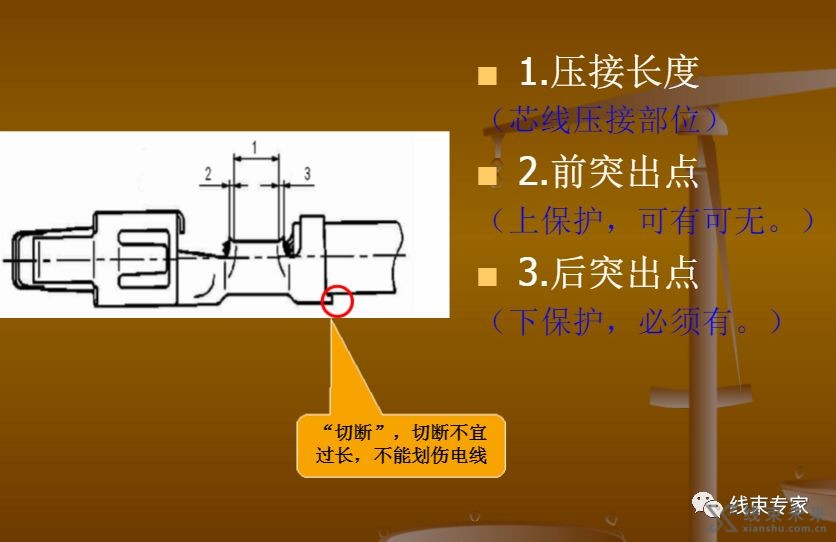 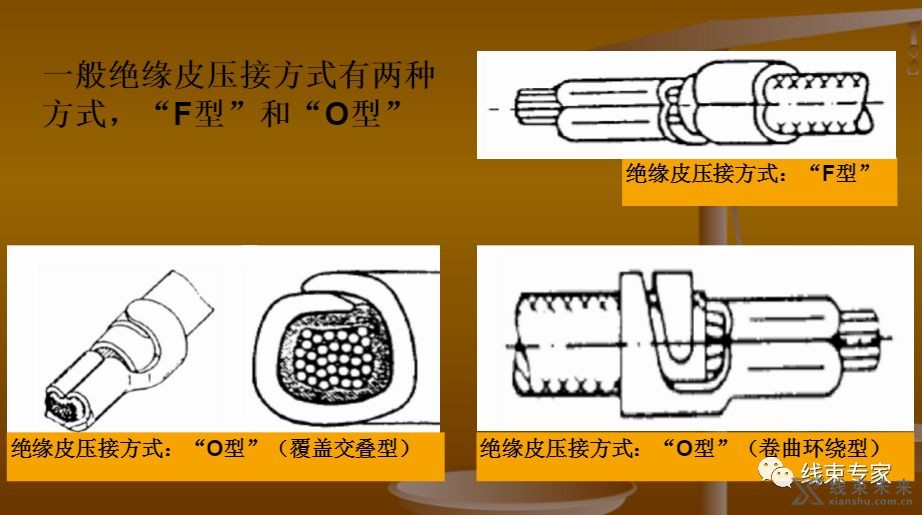 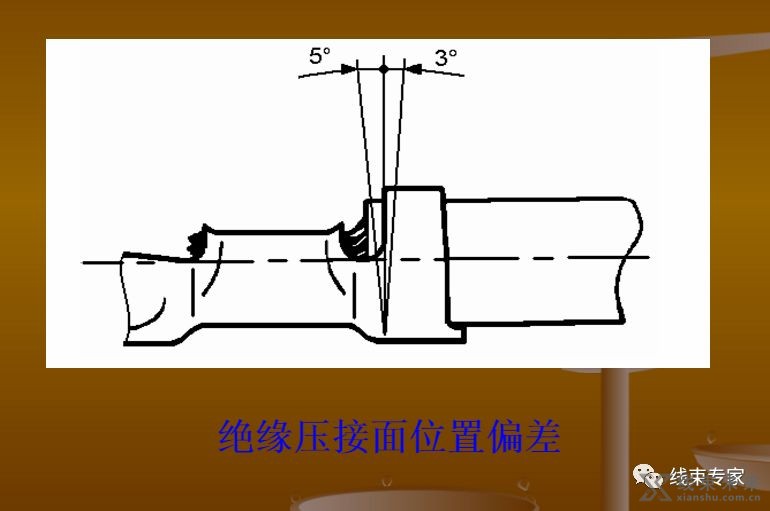 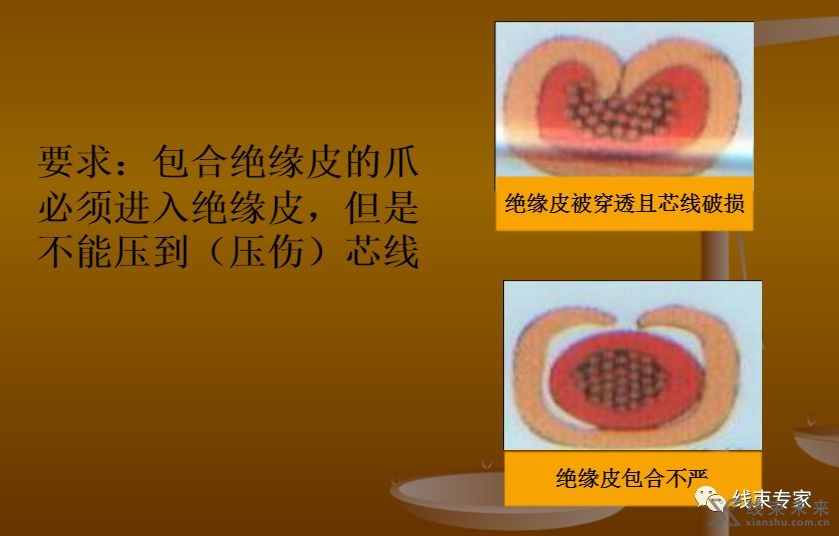 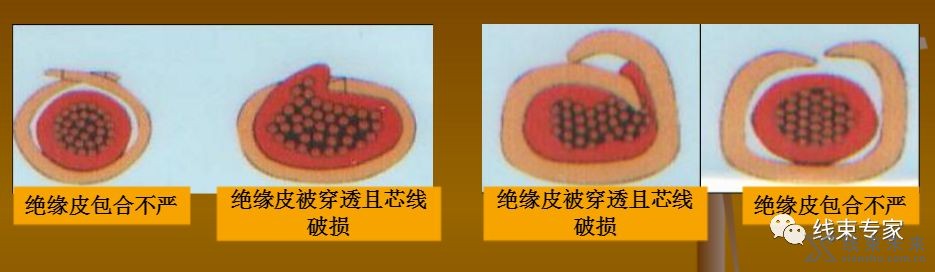 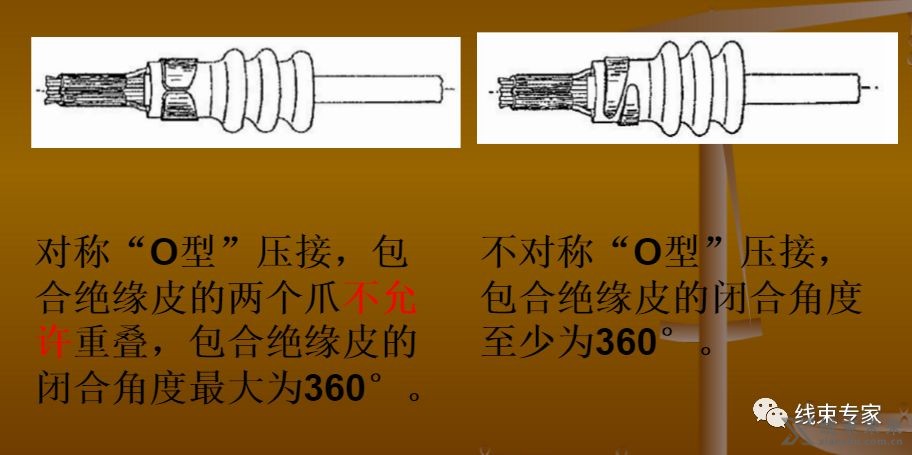 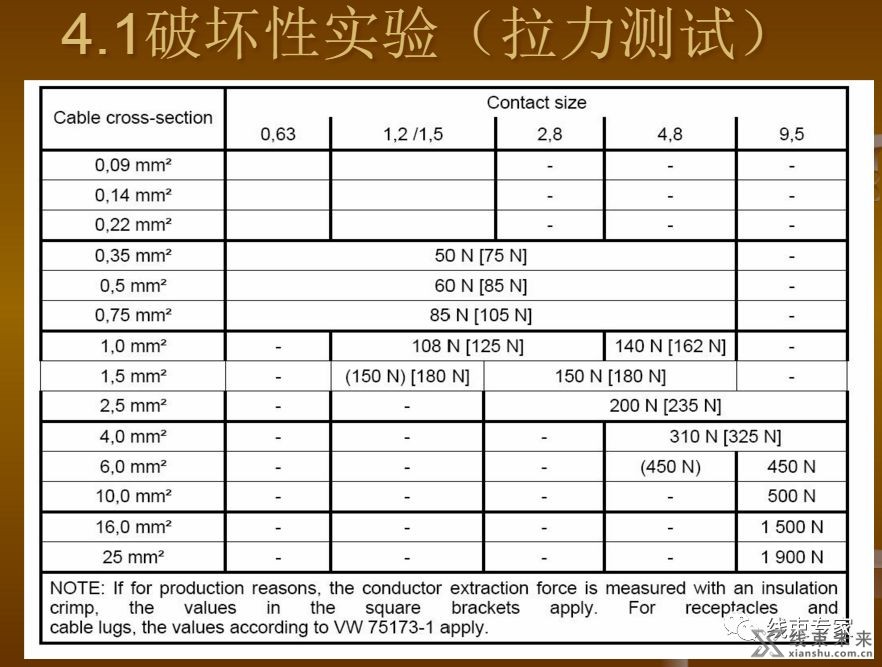 线束未来专业于:为汽车线束企业及设计人员提供创新、设计、开发、工艺、生产、质量、标准、实验等为核心的服务平台,包括设计/开发经验分享、产品替代库、技术文档、技术标准、技术视频、求职招聘、企业信息等服务。免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |
分享到:














