|
压接的解析
喇叭口 压接后在芯线压接框的边缘形成喇叭口,成为芯线漏斗。此漏斗减少了芯线压线框锋利边缘割断或割伤芯线的可能性。芯线压线框喇叭口的厚度一般应为端子材料厚度的1到2倍左右。
弯曲试验 弯曲试验是测试绝缘外皮压接质量的一种方法。我们把导线来回弯曲若干次,然后评估绝缘外皮和芯线束的移动情况。作为一项规则,绝缘外皮的压接要承受住电线朝向任何方向若干次60至90度弯曲。压接细导线时要小心,不得割破绝缘外皮压接处后面的绝缘层。
导体刷 导体刷是穿过芯线压线框、面向端子接点区的芯线束。由于存在从压线框凸出出来的芯线束,机械压接力可以全部作用于芯线上。导体刷不应当延伸到端子接插区域。
芯线压接 芯线压接是对套在芯线上的端子压线框的压缩。该操作建立起一个低电阻、高电流承载能力的电气通路。
芯线压接高度 芯线压接高度是从所形成的压接顶面到底部径向表面的距离。该高度不包括挤出处高度(见上图)。压接高度测量采用一种快速的、非破坏性的测量方法,用于测量环抱住芯线的端子压线框是否正确压接到芯线上。该测量结果是过程控制中的重要指标。制定压接高度规范时,通常要针对不同股数、涂层、端子材料和电镀的导线,兼顾压接的电气和机械性能。虽然可以针对不同股数、和端子电镀来制定不同的最佳压接高度,但一般只规定一种压接高度。
切尾长度 端子从承载带上分离后,端子头不是平的而是凸出一部分,叫做切尾。作为一项规则,切尾长度应为端子材料厚度的1.0 到1.5 倍(请查阅具体端子的规格要求)。切尾太长,会使端子(因插入不到位)而露在连接器塑壳外边,或无法满足电气间距要求。通常,可设置一个工具,使切尾平齐于一个材料的厚度。
挤出(外展) 压接使导线压线框底部形成外展,形成外展的原因是冲头与铁砧之间的间隙。若铁砧出现磨损或端子被过度冲压,则会造成端子底部外展过度。若冲头和铁砧之间错位,若喂送调整功能关闭,若端子被拖拉的距离不够或过大,则会出现凹凸不平的挤压效果。
绝缘外皮压接(缓解应力) 绝缘外皮压接可为电线提供支撑力,以便电线插入塑壳。也有助于端子抗振。端子必须尽可能牢牢地抓住电线,但不得压透绝缘外皮而触及芯线。判断绝缘外皮压接合格与否的标准是主观的,要视连接使用场合而定。针对特定应用场合,我们建议你进行相应的弯曲测试,以确定绝缘外皮压接所提供的缓解应力的能力是否合格。
绝缘外皮压接高度 通常不规定绝缘外皮的压接高度,原因是存在着各种各样的绝缘外皮厚度、材料和硬度。大多数端子被设计成容纳多种规格的导线。端子在其适用范围内,可能无法完全抱住绝缘外皮,或无法严丝合缝地抱紧导线。但这种情况下的绝缘外皮压接通常是合格的。
1.若电线过粗,则绝缘外皮压线框应至少箍住电线的88%。 2.若电线过细,则绝缘外皮压线框应至少抓紧导线的50%,并能牢牢握住电线的头部。
要检查绝缘外皮的压接截面,请把电线从端子后面切下来,使切面齐平于端子后面。确定好最佳压接设置后,要记录好绝缘外皮压接高度。操作人员可以把检查绝缘外皮的压接高度作为设置步骤的一部分。
绝缘外皮末端位置 该位置是绝缘外皮末端在绝缘外皮压接处到芯线压接处之间的过渡区间内的位置。在该过渡区间,芯线长度要相同于绝缘外皮长度。绝缘外皮末端的定位要确保绝缘外皮压线框整个长度的下面均存在绝缘外皮,另一方面,绝缘外皮不得延伸到芯线压线框下面。若用台式压接机压接,绝缘外皮末端位置决定于导线止档和剥皮长度。若用自动电线处理机压接,绝缘外皮末端位置决定于压接机的进/出调整。
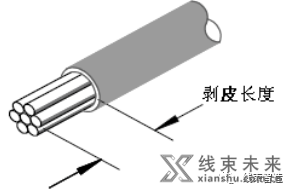
剥皮长度 剥皮长度就是把导线的绝缘外皮剥下来后,暴露出来的芯线长度。当绝缘层末端位置在绝缘外皮压接处和芯线压接处之间的过渡区间居中时,剥皮长度决定了导体刷的长度。
压接过程控制
压接的过程是端子、电线、工具、人员、方法、程序和环境因素之间互动的过程。当此过程受到控制时,就可以实现合格的压接。质量控制是高质量压接操作的重要组成部分。工具设置或检查工作不会花去你过多的时间,但会避免由于返工或重新制造而造成的数千美元的损失。
偏差是从一个压接到另一个压接发生的轻微变化。有普通偏差或特殊偏差这两种偏差。偏差通常影响到压接效果的一致性,偏差是由于许多细小原因造成的。普通偏差,是由于成卷电线或端子内固有容差造成的。也是由于剥皮和压接设备的自然误差。
要减少普通偏差,通常要更换电线、端子和模具制造商。
某些特殊情况会造成特殊偏差,这些情况是不规则的和不可预知的。若在前几百个端子压接后发生模具松脱或模具损坏而导致过程堵塞,而我们未跟踪检查整个压接过程,则可能压接完成千上万个端子后才能发现该问题。
过程能力 在使用新压接工具进行生产之前,请使用即将在生产中使用的特定电线来研究。能力研究基于正态分布的假设(钟型曲线),该研究估计出现不合格测量值的可能性。 *PPM:潜在缺陷的百万分率。
在压接过程中要提取至少25件样品。计算样品的平均值和标准偏差。下面的公司定义了Cp(能力指数)。Cp数值范围可以从零到无穷大,数值越大说明过程的能力越强。大于1.33的数值被认为是大多数应用场合可以接受的数值。
Cp的计算公式:允许误差/6X标准偏差
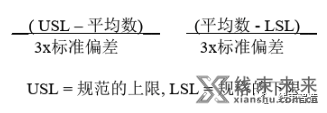
Cpk(制程能力指数)表明被测制程能否制造出小于允许误差的产品。若制程设定为规范的平均值,则Cpk值等于Cp。若Cpk为负值,则制程均值超出规范限度。若Cpk处于0和1之间,则某些六西格玛分布范围超出了允许范围。若Cpk值大于1,则六西格玛分布范围完全处于允许范围之内。下列公式计算出的结果,哪个较小,哪个就是Cpk数值: 六西格玛是许多公司的目标,因为它几乎代表了零缺陷。一个公司是否有能力达到六西格玛水平,取决于其制程的普通偏差量;手动压接工具比使用压接机和模具配合进行压接产生更大的偏差,台面端比电线加工机械造成更大偏差。
压接偏差的一部分是测量偏差,是由于不同测量设备以及同一测量人员每次测量方式的不同造成的。压接测微仪比代表卡尺更准确。测量仪必须具有足够的精度。
两名操作人员或许采取不同方法测量相同的部件。同一名操作人员在使用两种不同量规测量同一个部件时也可能采用不同方法。Molex公司建议进行量规能力研究,以找出偏差的哪部分是由于测量误差造成的。微型端子压接到细电线上,其压接高度偏差范围要窄,这样才能保持抗拉强度。测量误差会增加测定的偏差值,从而降低Cpk数值。
若从生产压接中获得的数据明显不同于从(工具)能力研究中得出的数据,则需要重新确认压接工具的能力。
生产 在工具准备就绪,开始生产之前,需要确定其能力水平。许多线束生产商一次仅压接数百条或数千条电线。在这种情况下,为每次工具设置进行25件能力测量不现实也不划算。
肉眼检测 操作人员要按照标准操作步骤,手工分开每束线束,肉眼检查喇叭口、导体刷、绝缘外皮末端位置,切尾和绝缘外皮压接,也可以使用智能压力管理系统进行检测。
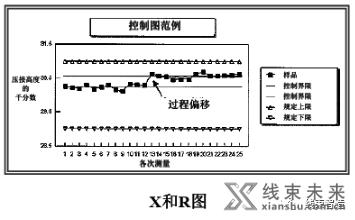
控制图标 压接高度一般被绘制成控制图表,因为压接高度测量是一种快速的无损测量,并对端子的电气和机械可靠性至关重要。绘制控制图有三个主要目的。首先,为设置而采集的样本,其数量通常很少,因此其统计价值是有限的。其次,过程中能造成后果的特殊情况的发生是不规则和不可预测的,必须有一种手段及时记录发生的偏差。这样可以防止在操作结束后报废成千上万个端接接头,第三,也是最重要的一点,数据对评估和改善压接过程是必要的。
设置好工具并确定线径后,请使用单张图表来记录电线颜色变更、电线长度变更、端子材料变更或设置调整。在图表上记录数据点,然后调整压接高度,若每次调整后均记录数据,则压接过程多半可以控制质量。结果或许表明该过程无需改善,操作人员需要作出尽可能多的图表说明。要管理制造过程,唯一真正有效和经济合理的方法就是了解、监测和减少制程本身固有的、造成偏差的根源。而在设置或调整上花费的每分钟都是徒劳的。
这张图表说明了什么呢? 每次测量取5件样品的控制界限=5件样品读数的平均值+0.577X各次测量极差的平均值
它表明制程在第12和13次测量时出现偏移。这种偏移的原因可能是电线更换、端子批次更换、压接机堵塞损坏了模具,操作人员换人,或对绝缘外皮压接的调整。由于测量值按照规范仍然合格,你会把压接生产停下来,调整压接高度吗?
制程中由于更换材料造成的偏移,可能需要调整压接高度。堵塞后出现的偏差并不表示要做出调整,但需要密切关注模具。制程中操作人员换班并不表示要做调整,而是表示要评估测量能力。控制图表的目的是查明造成偏移的原因,以确定是否要对制程进行调整。
线束未来专业于:为汽车线束企业及设计人员提供创新、设计、开发、工艺、生产、质量、标准、实验等为核心的服务平台,包括设计/开发经验分享、产品替代库、技术文档、技术标准、技术视频、求职招聘、企业信息等服务。 免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |