|
作业标准
1. 功能 :电线定长短切断、两端剥皮、一端压接一端沾锡; 2. 作业效率 :最高3000条/小时 (最短设定) ; 3. 电线规格 :AWG#30~#18; 4. 剥皮长度 :1.0~25mm; 5. 压着机 :1.5T; 8. 电子控制 及各种制程不良状况检出; 9. 电源220V 单相3A及1个马力空压机。
作业顺序
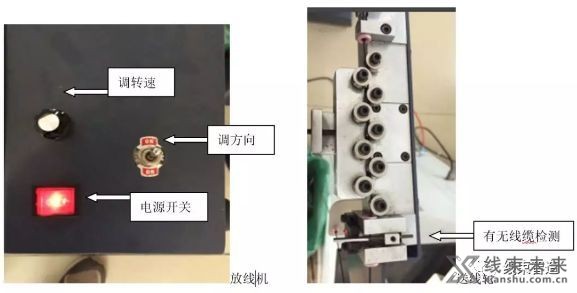
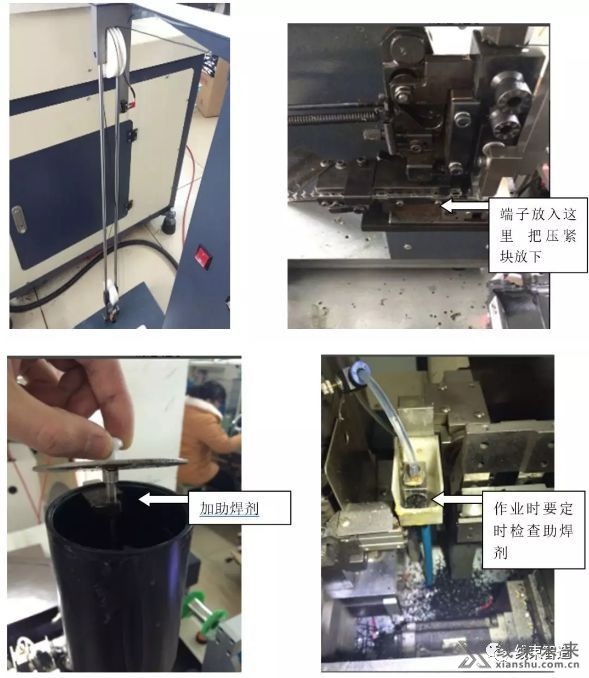
1. 确认 线卡 指示; 端子 / 模具 确认 2. 找 专用模具 3. 将模具装在 压力机 上:用杠杆将模具固定在压力机上 4. 找 专用端子 5. 端子轮 固定在压力机上 6. 将端子 安装到模具 7. 电源开关,红色按钮,需要 镀锡 把锡炉打开
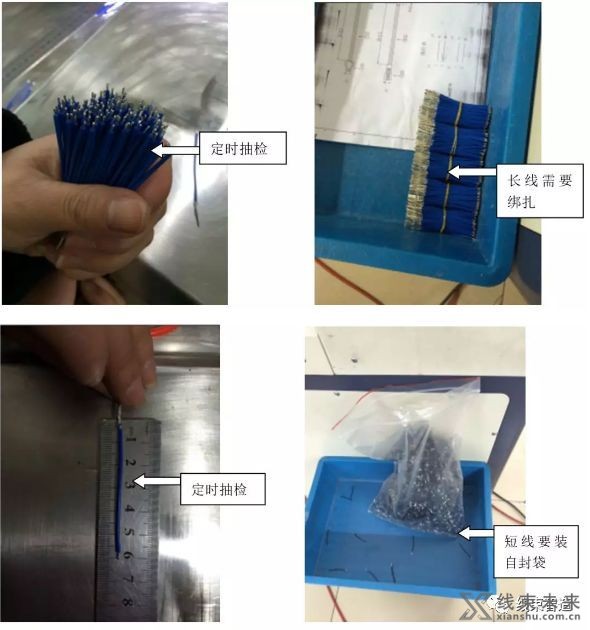
8. 显示器 操作: 按照图纸输入作业要求- 线径 , 长度 , 脱皮 … 9. 打端位置 / 高度调整 : ① 打端 位置及高度 调整 ② 高度值 调整 10. 样品外观检查 : ① 样品 外观检查(长度,线色,线径,端子相异) ② 检查 芯线 漏出,不良端子等 11. 打端高度/拉力检查 : ① 使用 拉力测试机 ② 测定方法 :参考附加内容 12. 外观自主检查 : ① 按时 抽样 检查 ② 检查 沾锡 , 端子 是否良好 13. 记录管理 : 作业完毕填写裁线记录, 填写 后放在机器侧面指定位置
作业时注意事项
1、机器开动时 禁止 把手放在刀片或压轮上。
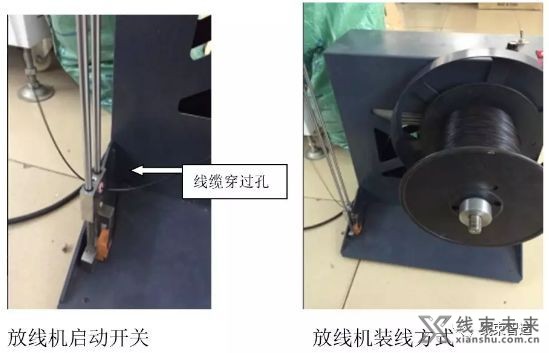
2、 调整高度 时把导线盘,绝缘线盘 先稍微用力,然后再加大力度
打端时重点管理项目
确认部分: √ 确认作业指示书或是作业管理表上的电线线种,线经,线色是否 同一 。 √ 调整刀片后 确认 是否有芯线切断,线皮伤痕及脱皮长度 √ 切断面外观 参考 上记 “电线脱皮不良类型”
打端高度测定顺序
① 首先确认要 测定 的电线 “线径”和 “允许固定力” ② 拉力 “允许固定力” 异常时测定已完了,及时 停止测定 ③ 绝对不能 把微调回转 (可把粗调回转)
注意事项
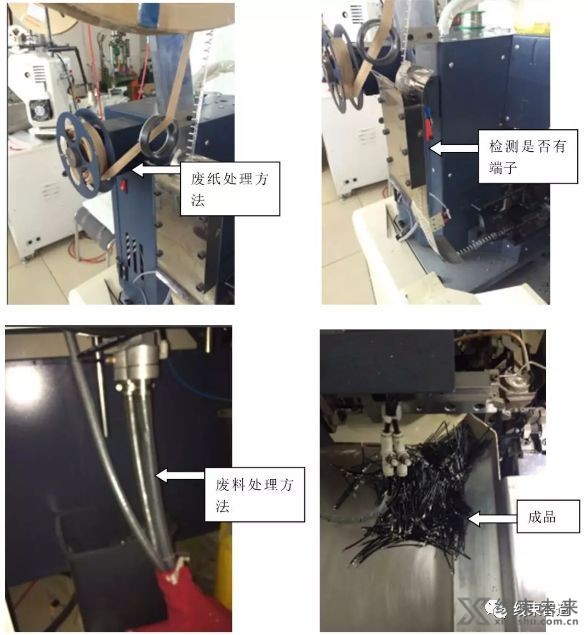
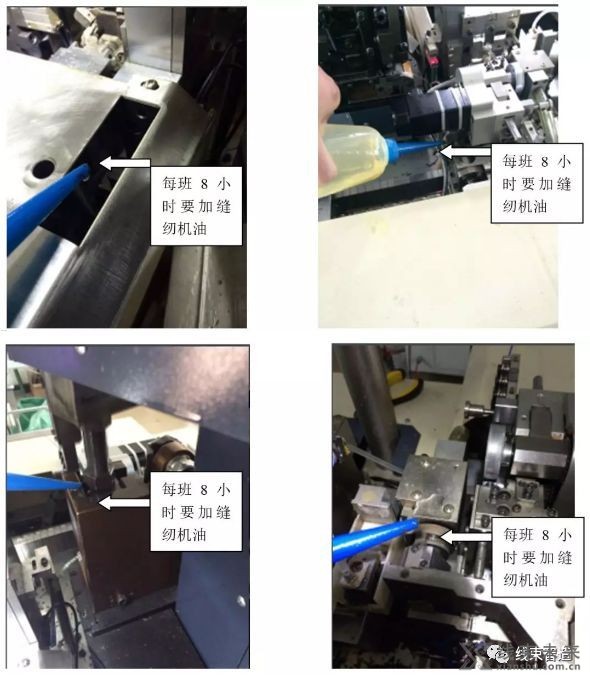
清除机器 上之皮屑或端子屑,请用不锈钢摄子摄取,勿用空气枪清除,以免皮屑与端子屑吹入机器活动零件内造成 零件磨损 或 机器故障
操作图片
线束未来专业于:为汽车线束企业及设计人员提供创新、设计、开发、工艺、生产、质量、标准、实验等为核心的服务平台,包括设计/开发经验分享、产品替代库、技术文档、技术标准、技术视频、求职招聘、企业信息等服务。 免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |