|
端子细长针脚在高速冲压生产中,经常会出现成品针偏离理想中心线的情况,称作端子细长针脚偏摆或简称端子偏摆。本文主要来谈谈细长端子针脚偏摆产生的原因与预防对策。 端子偏摆会使零件的位置度超差,影响后续的装配工艺或产品的功能,这是高速冲压生产中常见的问题,其影响因素多,根除难度大。
端子偏摆类型
细长针脚端子常见的偏摆有2种形式: 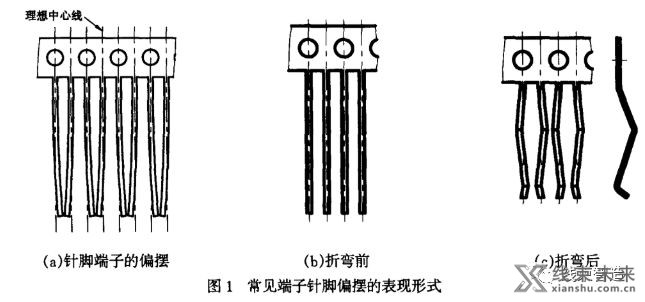
①如(a)所示,当零件针脚冲切完成之后,端子零件针脚即出现偏斜现象。 ②零件在冲裁之后是平直的,如(b)所示,但在后续折弯时零件针脚发生偏斜,多次折弯后端子针脚呈S型,如(c)所示。 在折弯前已经偏摆的端子针脚,由于折弯时的折弯线并不垂直其实际中心线,而是垂直于理想中心线,针脚折弯之后同样会发生如(c)所示的变形。
端子针脚偏摆原因分析
1.压料不稳细长针脚端子零件在进行排样设计时,一般采用先冲端子一侧窄缝再冲另一侧窄缝的多步冲裁方式。 这样可以方便布置凸模和保证凹模强度,但会使后一步的一侧端子冲裁时压料面过小,造成压料不稳现象,进而引起端子针脚偏摆。 压料不稳引起的针脚偏摆通常有2种形式: 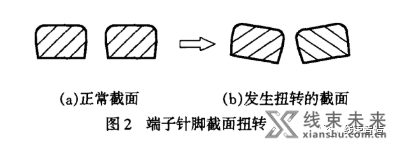
(1)压料不稳容易在冲裁时使端子针脚截面发生倾斜或扭转(见图2)。 这种情况下端子针脚一般不会在冲裁后立即发生偏摆,而是在折弯时,由于截面的扭转,端子针脚实际折弯线与端子针脚中心线不垂直而发生偏摆。 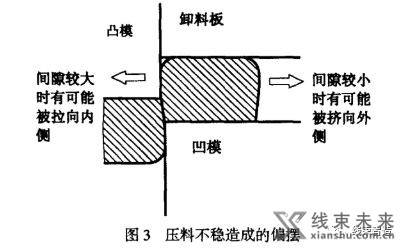
(2)压料不稳会使端子针脚发生偏移,偏移方向是不确定的,如图3所示。 2.冲裁间隙不均匀/单侧刃口磨损冲裁端子针脚两侧的凸、凹模间隙不相等或单侧刃口磨损时,由于冲裁力不平衡、回弹量不同或者冲裁之后两侧边缘的应力状况不同等原因,端子针脚容易在冲裁之后出现偏摆。 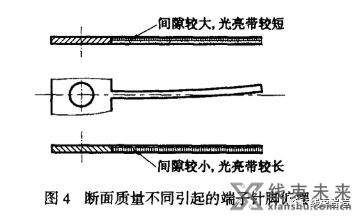
这种原因引起的偏摆可以通过端子针脚的断面质量(如光亮带或圆角的大小不同)来判断,如图4所示。一般情况下,针脚偏斜的方向是冲裁间隙较小的一侧。 对于冲裁后端子针脚出现的偏摆,可以通过调整的方法纠正。但是对于需要折弯的端子针脚,即使在调整之后仍然有可能发生S型偏摆。 由于端子针脚两侧的断面质量存在差异,折弯时两边的变形程度和回弹量不平衡,造成端子针脚偏摆。 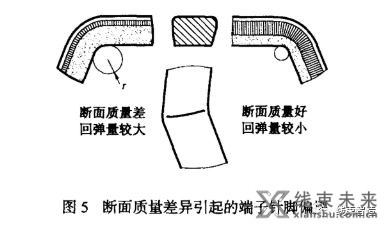
一般情况下: ①断面质量好的一侧材料平齐,折弯变形充分,实际折弯形成的内圆角半径较小。 ②断面质量差的一侧折弯时变形不够充分,回弹量比较大,实际折弯形成的内圆角半径也较大。 端子针脚会向断面质量较差的一侧偏摆,如图5所示。 3.端子针脚截面菱形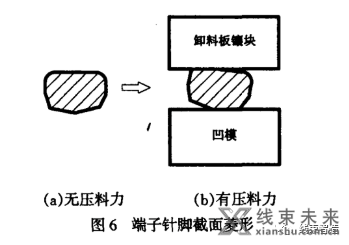
当镶嵌的凹模刃口低于凹模板上表面不平时,端子针脚会被压伤,常见的是截面变成菱形,如图6(a)所示。 在折弯时,端子针脚在压料力的作用下会发生扭转,折弯之后这种截面的偏转表现为端子针脚的偏摆,如图6(b)所示。 4.端子针脚被碎屑压伤造成偏摆当凹模板上表面没有清理干净,端子针脚容易被残留的碎屑、细小废料等异物压伤而发生偏摆。
预防细长端子针脚偏摆的对策
1.利用调整机构校正利用调整机构进行校正是防止端子针脚偏摆最常见的办法。 在设计端子冲模时一般都会对可能出现的针脚偏摆设置调整或补偿机构,对已经出现的端子针脚偏摆,可利用压印、推挤、补偿的方法将偏摆的端子针脚校正回来。 常用的有以下几种方法: (1)压印 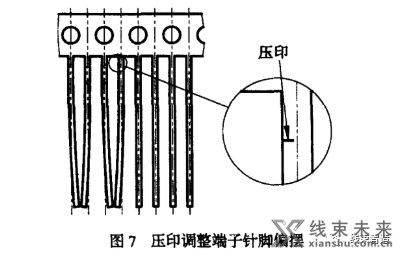
在端子针脚根部实施压印将端子针脚调直,这种方式主要用于由冲裁造成的端子针脚偏摆,如图7所示。 (2)推挤 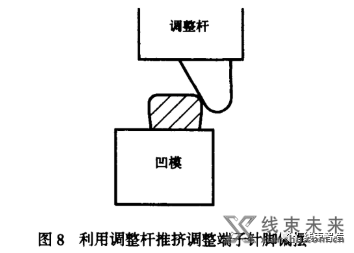
通过高度可调的调整杆的斜面推挤端子针脚的侧面,将端子针脚调直。调整的程度由调整杆的高度确定,如图8所示。 (3)补偿 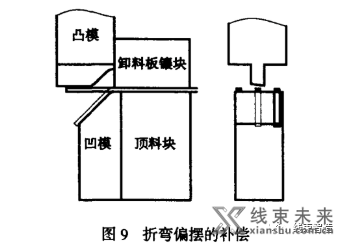
对于折弯后产生S型偏摆的端子针脚,可在成形凸模上加工斜面使得向一侧偏摆的端子针脚在折弯过程中向另一侧偏移和扭转,达到补偿偏摆的目的,如图9所示。 2.合理调整冲裁间隙以及压料力鉴于凸/凹模间隙不均匀、压料力不足是导致端子针脚偏摆的主要原因,在实际生产中,如果遇到端子针脚偏摆时,应当首先磨刃口、调整凸/凹模间隙。 对于压料力不足引起的针脚偏摆,卸料板可以适当加大0.01-0.05mm的压下量,压下量的选取应当综合考虑卸料板已有的预压量、材料厚度和性能等因素,防止过度强压使端子针脚变形。 3.优化冲裁工艺对于端子针脚偏摆应当从优化冲裁工艺入手,从根源上避免偏摆现象出现。 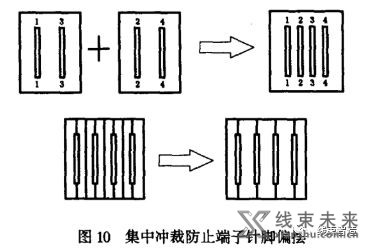
一种有效的办法是改变分步冲裁工艺,在不过分牺牲强度和寿命的前提下,将分步冲裁变为集中冲裁,并尽量减少凹模的拼块数量,减少凹模拼块累积误差,降低凹模拼块调整难度。 这样可以在一定程度上解决冲压过程中,由于各种误差累积以及压料面积小等原因造成的端子针脚扭转,如图10所示。 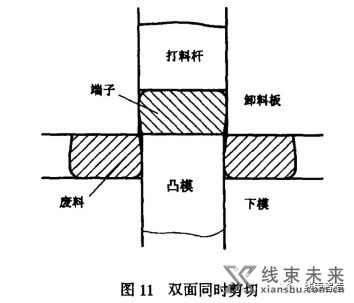
另一种常用的办法是采用双面同时剪切,如图11所示。 固定在下模中的凸模,将端子针脚外形从料带上冲出之后,由打料杆压回料带内。 后续工步中再将废料沿料边冲下,再冲裁端子针脚外形时,端子针脚两侧是同时进行冲裁的,端子针脚和凸模在冲裁过程中受力平衡,可以有效防止端子针脚偏摆。 细长端子针脚的偏摆问题是端子类零件高速冲压生产中常见问题,影响因素多,难以根除。 以上分析了端子针脚偏摆问题的产生原因,并列举了相应的解决方案,可对防止端子针脚偏摆起到一定参考作用。
线束未来专业于:为汽车线束企业及设计人员提供创新、设计、开发、工艺、生产、质量、标准、实验等为核心的服务平台,包括设计/开发经验分享、产品替代库、技术文档、技术标准、技术视频、求职招聘、企业信息等服务。
免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。
| 













 |Archiver|手机版|小黑屋|线束未来-汽车线束的未来-线束知识-线束资料-线束标准-线束材料-线束智造-线束视频-产品云库-线束企业-求职招聘
( 冀ICP备2022002228号 )
|Archiver|手机版|小黑屋|线束未来-汽车线束的未来-线束知识-线束资料-线束标准-线束材料-线束智造-线束视频-产品云库-线束企业-求职招聘
( 冀ICP备2022002228号 )