|
压接连接要保证的 三种性能
1. 良好的物理属性 2. 良好的机械性能 3. 良好的电性能
ONE
物理性能的保证
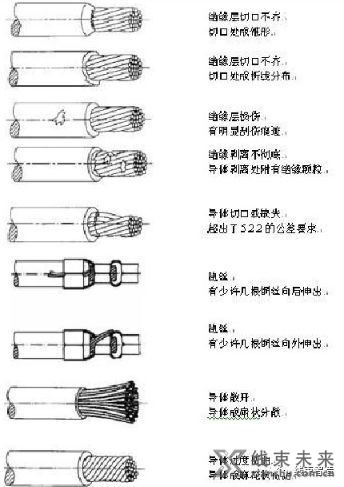
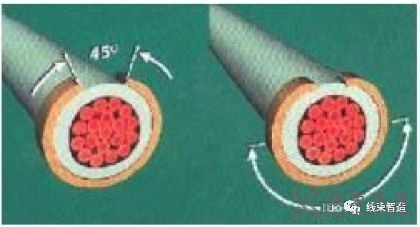
1 剥线的要求
剥线须使用专用的剥线工具,不许出现 绝缘层切口不齐 / 损伤 、 绝缘剥离不彻底 、 导体切口或缺失 、 跑丝 、 导体散开 / 过度扭曲 现象的发生。
如果电线的导体是镀银的,剥线过程中又需要用手接触到电线的导体,必须 戴手套 操作。
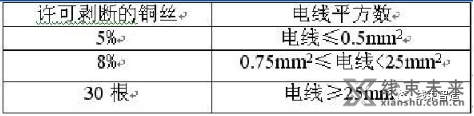
剥线的时候,导体切口和缺失的铜丝数的总数量必须符合要求,根据导体面积计算的 导体许可的切口 和 缺失的铜丝数 直接舍去小数点后面的数值 取整 。
例子1 :电线是0.35mm²的电线,根数为7根 5%*7=0.35,结果舍去小数点后的数值后为0,不许有导体的切口或缺失。
例子2 :电线是1.0mm²的电线,根数为32根 8%*32=2.56,结果舍去小数点后的数值后为2,最多许可有2根铜丝的导体切口或缺失。
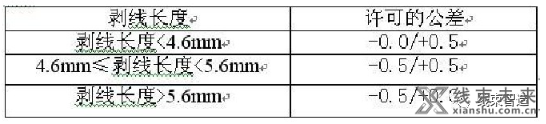
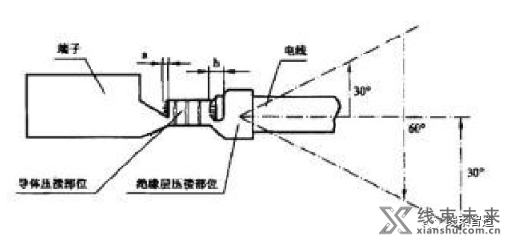
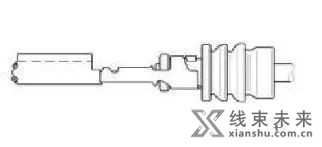
剥线长度应符合端子制造商图纸或说明书中规定的剥线长度。
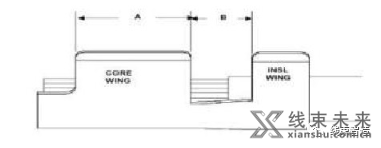
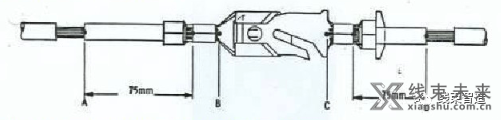
得不到端子制造商图纸或说明书的,作为替代的方案,对于 开式压接端子 的剥线长度取 0.75+A+B/2 (见上图)。 为方便生产也可形成系列3.0;4.1;4.6;5.1;5.6;6.4;7.1;8.1;8.6;9.7;10.2。
由公式算得剥头长度后取 最接近的系列内的值 作为剥线长度的要求。
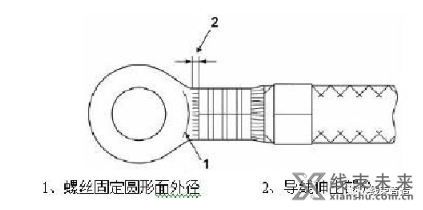
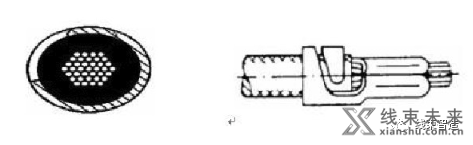
2 导体出头的要求 导体末端在压接后要伸出导体压接区前平面,但最大为1mm,导体伸出的部分 不允许 影响端子工作区的 插接功能 、 自锁功能 或 螺丝的固定功能 。
对于孔式等电线接头类端子,导体末端不可进入螺丝固定圆形面区域。
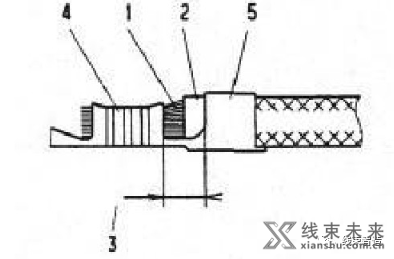
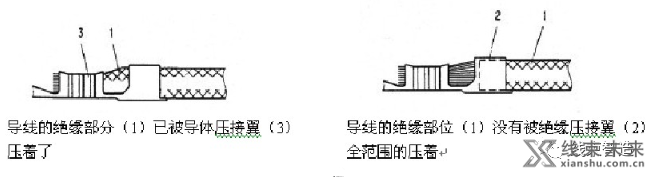
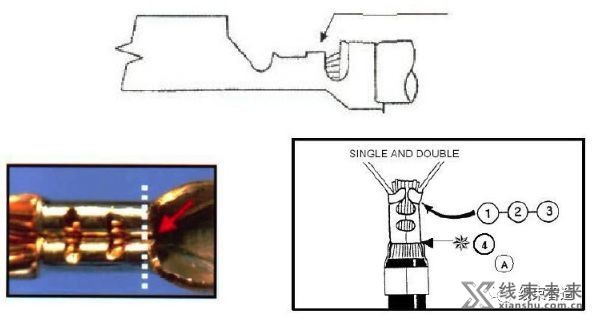
3 导体和绝缘压接位置的要求 导体:1 绝缘:2 导体压接区:4 绝缘压接区:5 连接区:3
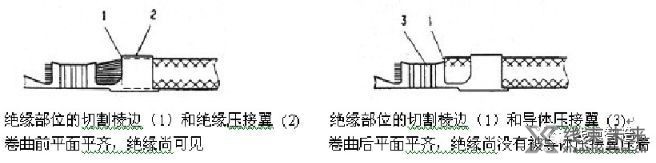
电线的 导体 和 绝缘 应当在 导体压接区 和 绝缘压接区 之间的后 连接区 内 清晰可见。
尚可接受 的状态 尚可状态不可批量出现,发现要及时的更正解决 不可接受 的状态
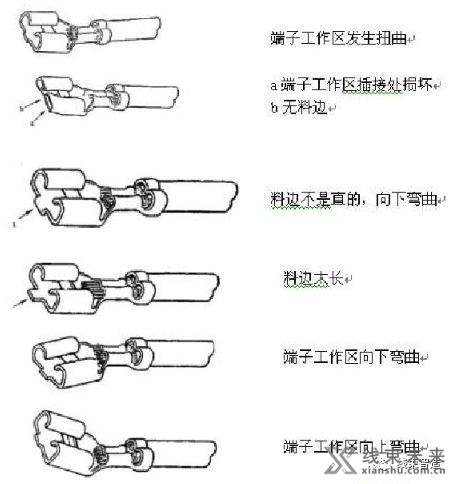
4 端子工作区要求
端子压接后,端子工作区 不许出现 损坏 和 变形 ,压接后端子工作区必须仍然符合端子图纸对工作区的尺寸和性能要求。
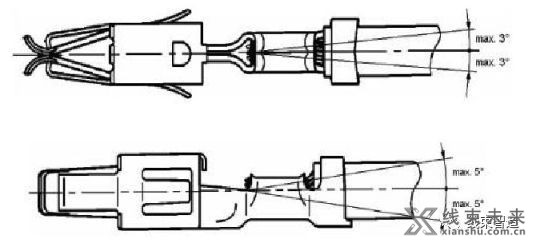
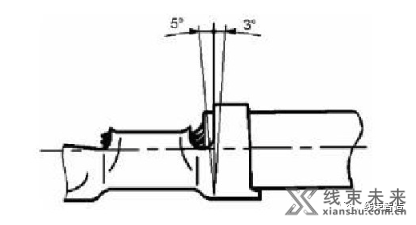
5 端子压接区的弯曲和扭曲
在压接区域,压接部位向 左右方向 形成的最大弯曲角度相对于中心轴线为 ±3° 。 在压接区域,压接部位向 上下方向 形成的最大弯曲角度相对于中心轴线为 ±5° 。
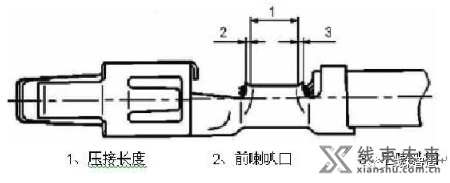
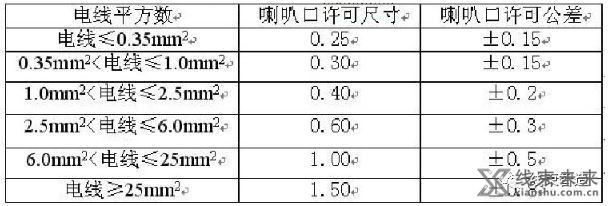
6 喇叭口的要求
① 导体压接在压接区域1内必须 闭合 。
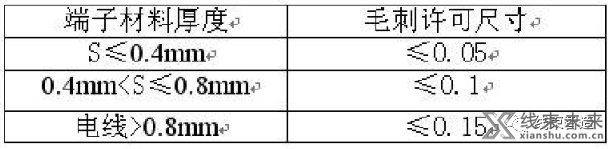
② 后喇叭口3是需要的,后喇叭口处的宽度不允许大于绝缘压接的宽度。后喇叭口 尺寸 要求遵照上表。 ③ 前喇叭口的尺寸要 小于 后喇叭口。
④ 对于阶梯压接的端子,在第二个阶梯处是不需要喇叭口的。
7 绝缘压接翼的位置差异要求
压接后,绝缘压接翼的 前后倾斜角度 必须控制在向前5°、向后3°的范围内。
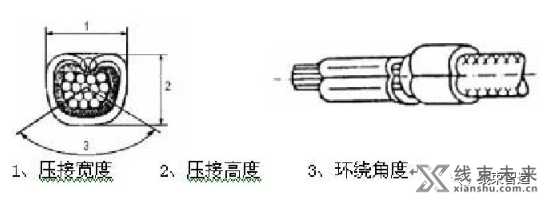
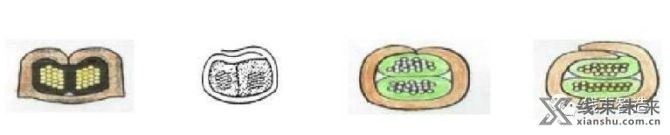
8 绝缘压接的几种形式
对称压接 :压接形状见图。
①要求至少有 1/3 ( 环绕120° )的绝缘层被绝缘压接翼包住 ②绝缘压接翼 必须浸在 绝缘皮内 ③绝缘压接翼 可以刺破 绝缘皮,但 不可以伤到 电线的导体
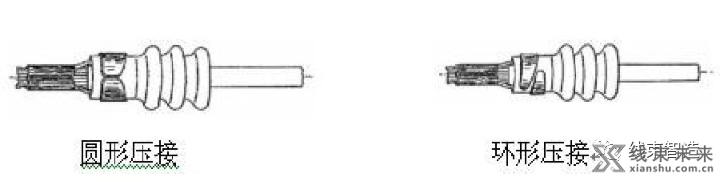
圆形压接 :压接形状见图。
①电线的绝缘被绝缘压接翼至少应当在180°范围内紧紧包住 ② 绝缘压接翼的开口 小于等于45° 是被认可的
环形压接 :压接形状见图。
①电线的绝缘被绝缘压接翼至少应当在180°范围内紧紧包住 ②当端子压接最大截面电线时,两个绝缘压接翼的末端 至少 交替一个端子材料的厚度
叠包压接 :压接形状见图。
① 要求至少有 2/3 的电线的绝缘被端子的绝缘压接翼包裹 ② 两个绝缘压接翼 必须交替 叠加在一起 ③ 绝缘压接翼可以刺破绝缘皮,但不可以伤到电线的导体
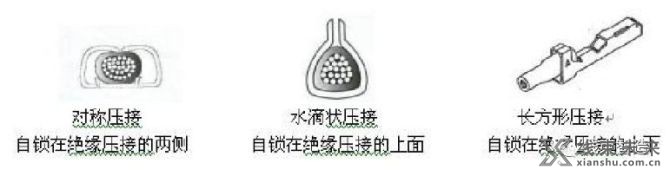
对于后续端子在护套中有自锁要求的3种压接形式,绝缘压接要求依据端子制作商说明书的要求来设定。 双线压接 的例子见图。
① 要求 至少60% 的绝缘被绝缘压接翼包裹 ② 对于 叠包压接 ,两个压接翼的末端最少应当是封闭的 ③ 绝缘压接翼可以刺破绝缘皮,但不可以伤到电线的导体 ④电线绝缘 明显被固定 ,没有滑动或转动的风险 ⑤上下放置电线的时候, 截面最小 的电线放在最下边
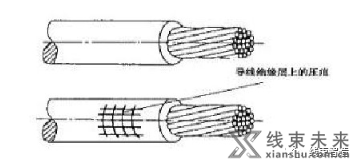
9 绝缘压接压力点和飞边 ( 绝缘损伤,透过切口可以看到电线的导体,不可接受 ) 注 :绝缘压接时,在端子绝缘压接翼与电线绝缘层的摩擦与挤压作用下,会形成 压力点 、 飞边 或 绝缘切口。
①压力点和飞边不足以造成电线绝缘层的机械性能的改变,是可以接受的。 ②透过绝缘层的可以看到电线导体的损伤的切口是绝对不许可的。
10 绝缘弯曲试验
对于绝缘压接必须做 绝缘弯曲试验 。要求绝缘压接部位经不少于3个循环的弯曲试验后,在下图所示的b区域内仍可看到电线的绝缘部分。
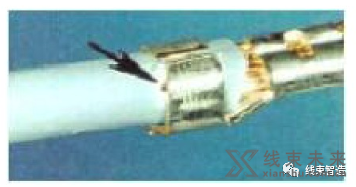
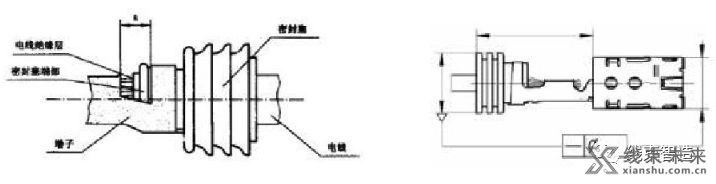
11 密封栓的压接
压接后,在图示的a区内,应可见密封栓和电线绝缘层的端部。
密封栓压接后的位置及相对端子的平直度应符合端子说明书中的要求。
圆形压接 和 环形压接 是最常用的两种压接形式,绝缘压接翼应当尽可能的卷曲,包紧密封栓,保证端子在穿入护套的时候密封栓不脱落。 密封栓不要压接的过紧、绝缘压接翼也不可刺入密封栓内。 对于在端子的 后连接区 的下面开有窗口的端子。压接后,如图那样放置,防水栓必须在窗口内可见。 绝缘压接 时,在端子绝缘压接翼与密封栓的摩擦与挤压作用下,在密封栓上会形成压力点、飞边或很小的切口。 ①压力点和飞边在端子的长期使用过程中不足以引起防水栓的脱落或开裂,是可以接受的。 ②但那种透过防水栓的可以看到电线绝缘层的 损伤的切口 是绝对不许可的。 见图,切口过大,透过密封栓可以看到电线的绝缘层,不可接受。
12 绝缘压接的尺寸要求
绝缘压接的宽度和高度,必须满足对后续穿护套不造成影响,绝缘压接的 公差 在端子说明书中无特殊说明的情况下,要求遵照上表。
13 切断料边的要求
① 料边在压接后应当仍然可见,但长度不可以长于端子材料的厚度,并且最大 不超过 0.5mm。 ② 料边切断处的毛刺,在端子说明书中无特殊说明的情况下,要求遵照上表。 ③ 料边和料边毛刺不可以影响端子穿入护套或端子的 对插功能 。 ④对于压接密封栓的端子,料边长度最大不超过0.3mm,料边禁止伸出,只许可指向端子工作部分方向的毛刺存在,料边和料边毛刺 禁止 划伤密封栓。
TWO
机械性能的保证
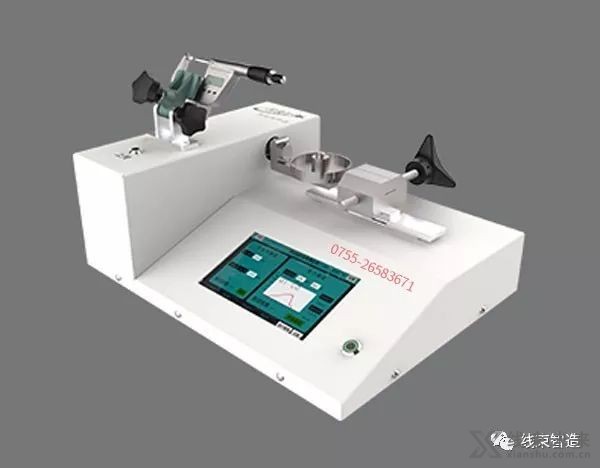
1 机械性能的评测手段
① 机械性能的评测手段是做 拉力试验 。
② 拉力速度是100±25mm/min。
③ 拉力值参照标准中相同截面拉力值,如没有相同截面的电线,需要选择比所做拉力试验电线截面大的数值作为参照。
④ 做拉力测试的样品应当是在绝缘压接 不压接 的情况下测试。
2 双线压接的拉力测试 选择截面小的一根进行拉力试验。拉力值参考截面小的拉力的标准。
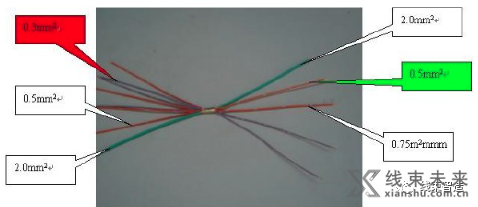
3 多线压接的操作方法
① 比较 多线压接 端子两边电线的截面,选择最小的一根固定在拉力测试机的夹紧装置上(左边0.3mm²的线首先固定在拉力测试机上)。 ② 在多线压接端子的另一边比较电线的截面,选择电线中截面最小的一根线作为被拉的一根固定在拉力测试机另一边的夹紧装置上(如上选择0.5mm²的线固定在另一边被拉)。
③ 拉力值应参照所有电线中,截面最小电线拉力的标准。
THREE
电性能的保证
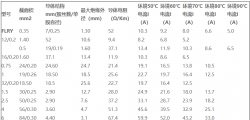
1 电压降测试
1. 需按上图所示的要求 测试 端子接插部位的电压降测量 B&C 两点间 端子压接部位的电压降测量 A&B 两点间
2. 至少 要将 10根样线 分类有序的连接在木质的测试台上。 3. 连接计时器,加载稳定的电源。 4. 测试时间为200小时,通电45分钟然后断电15分钟。 5. 标准的测试电流:
6. 2小时和200小时后分别测量电压降。 7. 2小时和200小时后分别测得的电压降值之间的差值必须小于0.3毫伏/安培。
2 加速的环境测试
这是小电流工作环境下 电阻稳定性 的测试。其只针对不带密封圈的压接。
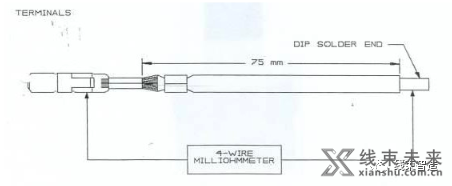
测试样品的 数量 为 每种 规格 10件 使用 4位 的毫欧表测量电阻值
下列是快速环境测试的顺序: 1. 电阻测量 2. 热冲击 72次循环 30分钟 -40℃ 30分钟 +125℃ 3. 电阻测量 4. 潮湿温度交替变化的循环 4次循环 16小时温度65℃湿度95-98% 2小时温度 -40℃ 2小时温度 +85℃ 4小时温度 +25℃ 5. 电阻测量 10根样品线中每一根的最初和最后的电阻值差异必须小于0.3毫欧姆
线束未来专业于:为汽车线束企业及设计人员提供创新、设计、开发、工艺、生产、质量、标准、实验等为核心的服务平台,包括设计/开发经验分享、产品替代库、技术文档、技术标准、技术视频、求职招聘、企业信息等服务。 免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |