|
一、作业步骤
1.确认要装配的各种材料和半成品;(作业前准备)
2.确认塑件的孔号位。(可以用统一的标识)
二、装配前注意事项
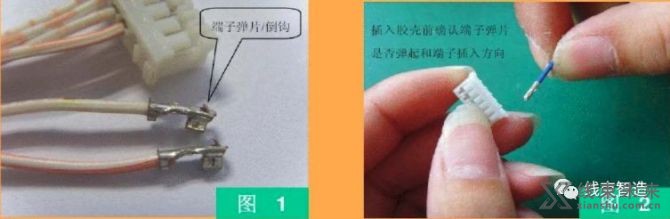
1.确认 端子 的正确插入方向(正面向上或反面向上)。
2.确认 塑件 的正确插入方向(有的塑件前面和后面都可以装配)。
3.确认 双排塑件 的左右孔位(一般都是一边单,一边双)。
4.确认 端子 和 塑件 是否配套一致性,有的端子铜丝可以插配套的公母塑件。(一般情况下,公端子配母塑件,母端子配公塑件,由于这些端子都可以插入到公母塑件,所以一定要注意。)
三、装配中的注意事项
1. 装配不到位 (会影响客户在装机时,导线从塑件中掉出),所以我们要在装配过程中进行回拉来确认端子是否完全插入到塑件中。
2. 孔位装配错误 (又称误配线),这个是装配工序中最严重的错误,直接影响机器的安全,要严格把关。
3.产品不需要扎胶或扎带时,装配时要注意 不能绞线 。
4.复杂装配时, 先装配孔位少 的再装配到多孔位塑件中。
四、装配过程及质量控制点
在装配作业时,首先应确认 材料 (线材,胶壳) 型号 、 颜色 使用是否正确,是否与相应的图纸和作业指导书一致,如不能确认,需向班长或巡检员报告帮忙确认无误后方可正式作业。
在装配时,左手拿起 胶壳 ,右手取一条相配的 端子线 ,在确认端子弹片正常和插入方向后,右手大拇指及食指固定好端子的角度和方向,轻力匀速地直接推进胶壳的穴位底部。
直到端子弹片勾住胶壳内的卡点(正常情况下都能听到咔嚓一声,手上有感觉)方可插到位。如图1、2所示。
在装配时,每插入一根端子线进入胶壳后, 必须立即 对其 回拉 一下,看是否端子插到位。
如果端子弹片勾住了胶壳的卡点,则不会退出来,否则,在电测和使用时,没插到位的端子倒退出来,影响通电等使用性能。如图3、4所示。
在装配时,要防止端子整体 插反 ,就必须对胶壳的方向定位和插端子的顺序定位,如图5、6所示。
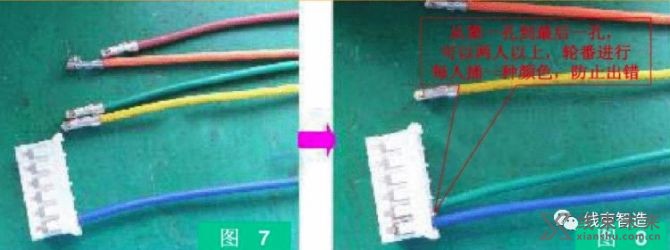
多根单芯线在插多孔位时,必须是每人一次只能插一个孔位,按工程图纸中的线序要求,轮番完成一个多孔胶壳的装配作业。以防止线材插错位。如图7、8、9、10、11、12所示。
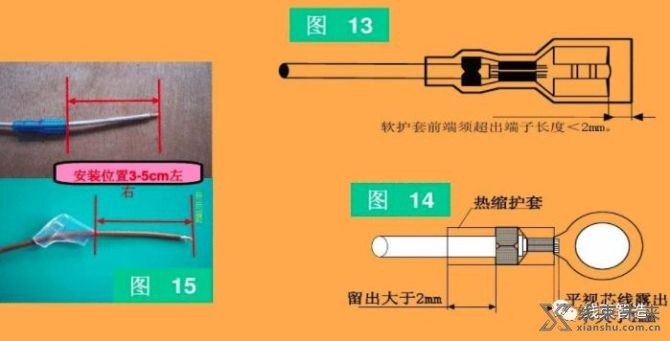
五、软护套及热缩管的装配
软护套端部应在≤2mm内;前插式护套应安装在3-5cm左右处。
( 热缩护套的安 装 )
六、装配工序品质要求
1.所用插件 无变形 、 破损 、 缺料。
2.护套型号、颜色必须和工艺 要求相符。
3.插件 无漏装 、 反插 、 错位 ,插件安装到位,不脱出。
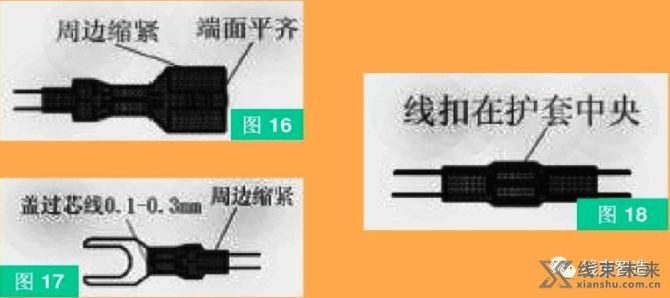
4.热缩护套包裹端子及导线紧密、无脱开、位移。
5.软护套端部应在≤2mm内。
线束未来专业于:为汽车线束企业及设计人员提供创新、设计、开发、工艺、生产、质量、标准、实验等为核心的服务平台,包括设计/开发经验分享、产品替代库、技术文档、技术标准、技术视频、求职招聘、企业信息等服务。 免责声明:本网站的部分内容,来源于其他网站的转载,转载目的在于传递和分享更多信息,并不代表本平台赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。 |