|
所有的质量经理都想知道事情是否“在控制之中”。“受控”通常意味着过程(Process)正在生产100%合格的产品(Product)。为此,要有一个好的过程能力或性能指数来做评价过程(Process)。
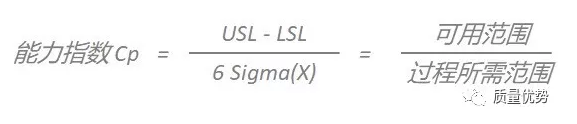
能力与性能指数 有四个能力与性能指数最为常用。虽然不断有人提出了许多其他的指数,但这四个指数有效地总结了过程和产品规格之间的关系。 Cp能力指数使用上下规格之间的差异来定义可用范围,并将其与以最小方差运行的过程所需的通用范围进行比较。所需的通用范围为六倍的组内标准差,即6 sigma(x)。 因此,Cp是指数据的规格范围是波动范围的多少倍,这个值越高,说明数据波动幅度相对越小,过程能力强。然而,Cp却没有考虑数据的居中性,有可能数据波动范围很小,但是却是在规格范围外波动。
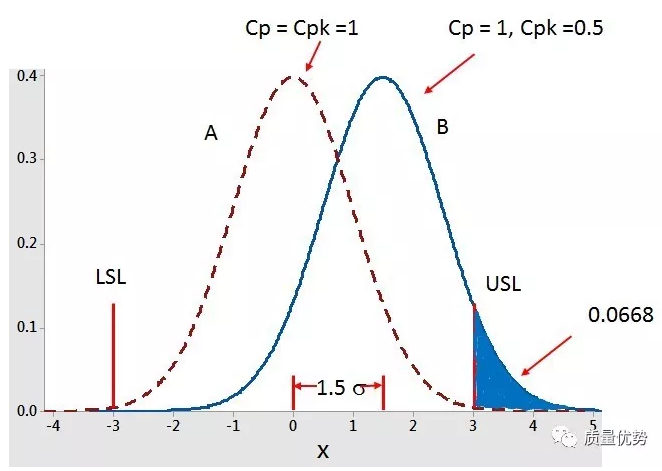
Cpk则在Cp的基础上还考虑了数据波动的中心位置,从而可以用来衡量过程的中心能力。 下面这张图说明了Cp与Cpk之间的差异,数据的波动幅度一致,当数据中心偏移时,Cp不变,但Cpk就变小了。 Pp性能指数使用上下规格之间的差异作为可用范围,并将其与过去过程实际表现的标准差做比较。在计算能力指数时,我们用的是组内标准差Sigma(X),而在计算性能指数时,用的将是样本标准差s。 因此,性能指数Pp将可用于评价过去的过程表现。但是,它不考虑过去过程表现的中心位置中心性能指数Ppk则是通过来定义过程的有效可用范围将过程中心位置考虑了进来。
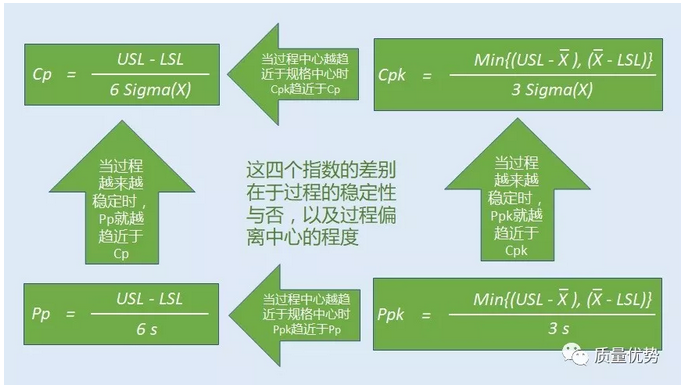
这些指数是如何相互关联的? 这四个指数之间的关系如下图所示。图上半部分的Cp与Cpk描述的是过程的潜在能力,下半部分的Pp与Ppk描述的是过程过去所表现出来的性能。随着一个过程的运行越来越接近发挥其全部潜力,那么Pp与Ppk将向上移动,接近上层的Cp与Cpk。
上图的解读: 左侧两个指数假定了过程中心与规范中心重叠,而右侧考虑了二者之间偏离的程度。当过程中心接近规格的中心时,右边的值会向左边的值靠近。
当一个过程稳定地运行,顶层和底层的指数将具有相似的值,但左右两侧的值之间会存在一些差异,这种差异是过程中心偏移带来的影响。
当一个过程既稳定又无偏移地运行时,这四个指数将是同一对象的四个估计值,并且这四个值将彼此非常接近。 Cp是最佳状况下的潜在过程能力值,而性能指数Ppk描述的是过去的过程性能。这二者之间的差距就是我们的过程改善机会。
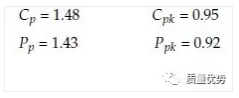
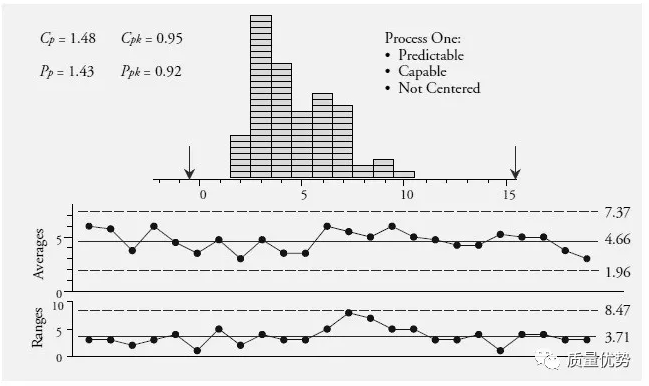
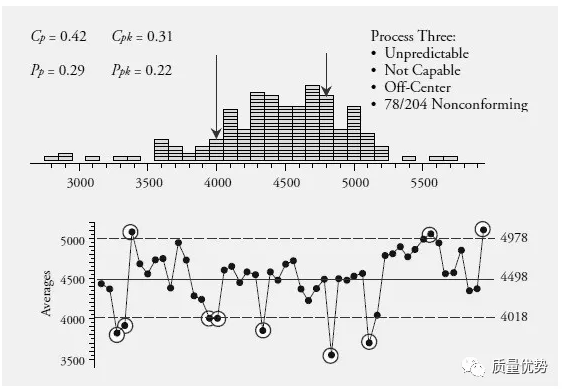
示例 – 通过四个指数进行过程分析 我将基于上文介绍的指数知识对前两个过程进行分析,后两个过程请大家也试着自己分析一下。 过程一:四个指数如下,你能对这个过程做出什么判断呢?
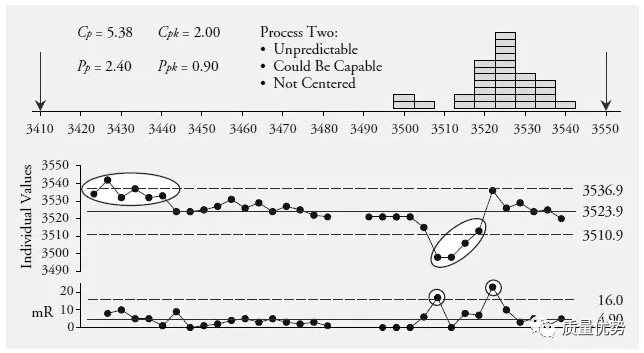
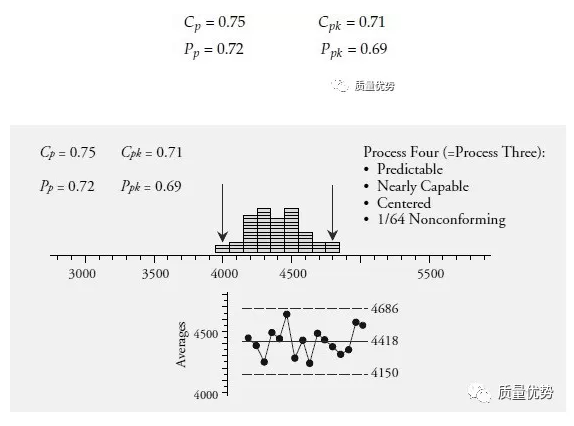
过程一的Cp与Pp, Cpk与Ppk均较接近,说明过程较为稳定;Cpk与Ppk又明显小于Cp与Pp,说明过程中心偏移。此时,我们要做的是调整过程的中心位置。 过程二:四个指数如下,你能对这个过程做出什么判断呢? 虽然这四个值中有三个数值是比较大,但是过程能力指数和性能指数之间的差异告诉我们,这个过程正在不稳定地运行。Cpk与Cp以及Ppk与Pp之间的差异又告诉我们,这个过程没有在接近规格中点的地方运行,偏离了中心。Ppk和Cp之间的巨大差异表明工艺改进的机会很大。针对这个过程,我们首先需要稳定过程,消除组间的变差,另外需要将过程向中心修正。 过程三:四个指数如下,你能对这个过程做出什么判断呢? 工程师基于对过程三的分析,采取了一项措施,新的过程指数如下,你知道他采取了什么措施吗?从这两组指数的比较,你能得出什么有益的结论? 保证出货产品质量的关键 每当制造出不合格产品时,因为你不可能具备100%的检测能力,总会有不合格品流向客户。所以,唯一能确保出货产品质量的方法就是避免制造任何不合格品。要实现这个目标,要做到这三点:过程能力满足产品要求,过程是稳定、可预期的,过程偏离目标运行时能立即被检测并纠正。 为了保证产品合格,过程必须同时满足上述三个必要条件。当一个过程按预期和目标稳定运行时,四个过程能力与性能指数将收敛到相同的值。当该值为1.50或更大时,我们可以合理地认为,除非出现一些不可预见的混乱,否则过程将只产出合格产品。
总结 因此,通过比较这四个过程能力与性能指数,你可以快速、直观地了解一个过程是如何运行的,以及它是否有足够的能力保证生产合格的产品。我们还可以用过程行为图来进行监控,以实现和保持一个稳定的、符合目标的过程。
|  |Archiver|手机版|小黑屋|线束未来-汽车线束的未来-线束知识-线束资料-线束标准-线束材料-线束智造-线束视频-产品云库-线束企业-求职招聘
( 冀ICP备2022002228号 )
|Archiver|手机版|小黑屋|线束未来-汽车线束的未来-线束知识-线束资料-线束标准-线束材料-线束智造-线束视频-产品云库-线束企业-求职招聘
( 冀ICP备2022002228号 )




 发表于 2022-3-21 20:14:47
发表于 2022-3-21 20:14:47